Технология изготовления штампованных коронок
| Сайт: | Cтоматология |
| Курс: | Технология изготовления несъемных зубных протезов |
| Книга: | Технология изготовления штампованных коронок |
| Напечатано:: | Гость |
| Дата: | понедельник, 3 августа 2026, 19:20 |
Описание
Технология изготовления штампованных коронок для студентов
Оглавление
- Пояснительная записка.
- Теоретическое обоснование темы.
- Лабораторные этапы изготовления штампованных коронок можно разделить на несколько этапов.
- Необходимые инструменты и материалы для работы
- Возможные ошибки и методы их устранения
- Вопросы для самоподготовки
- Тестовые задания для самоконтроля
- Перечень литературы
Пояснительная записка.
Методическое пособие по ПМ 02 МДК 02.01 по теме «Технология изготовления штампованных коронок» для студентов по специальности 060203 «Стоматология ортопедическая» предназначено в помощь самостоятельной подготовке студентов. МДК 02.01 по теме «Технология изготовления штампованных коронок» проходят студенты на первом курсе в первом семестре. На изучение темы «Технология изготовления штампованных коронок» отводится 62 академических часа. Тема «Технология изготовления штампованных коронок» является очень важной при изучении МДК 02.01, так как способствует изучение основ изготовления штампованных коронок в теории и на практике. Целью данного методического материала является максимальное упрощение понимания и изучения технологии изготовления штампованных коронок. Задачей является помощь студентам в поэтапном освоении многоэтапной технологии изготовления штампованных коронок и контроле качества своей работы на каждом этапе. После отработки на практике студент должен знать правила моделирования зубов под штампованные коронки, вырезания гипсового штампика, получения блока и отливки штампика из легкоплавкого сплава, подбора, отжига и обрезания гильз, особенности ковки и штамповки, правила припасовки, шлифовки и полировки коронок. Студент должен уметь моделировать зубы под штампованную коронку, вырезать гипсовые штампики, гипсовать в блоки, отливать штампики из легкоплавкого сплава, подбирать и протягивать гильзы в аппарате Самсона, отжигать, ковать и штамповать гильзы, припасовывать, шлифовать и полировать коронки. На занятиях проводится контроль теоретических знаний и мануальных навыков студентов с оцениванием готовой работы и выставлением оценок в журнал.
Цели. Создать методический материал, который максимально упростит понимание и изучение технологии изготовления штампованных коронок.
Задачи. Помочь студентам ориентироваться в последовательности многоэтапной технологии изготовления штампованных коронок и научиться контролировать качество своей работы на каждом этапе.
Теоретическое обоснование темы.
Одним из первых технологий изготовления коронок является технология штамповки. Несмотря на большое количество недостатков у штампованных коронок, они получили широкое распространение, так как технология штамповки является самой дешёвой и быстрой среди всех технологий изготовления коронок.
Технология штампования представляет из себя пластическую деформацию штампуемого материала между штампом и контрштампом. Сама технология очень проста и занимает считанные секунды (рис. 1).
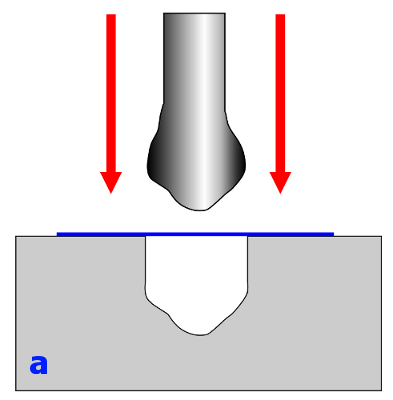
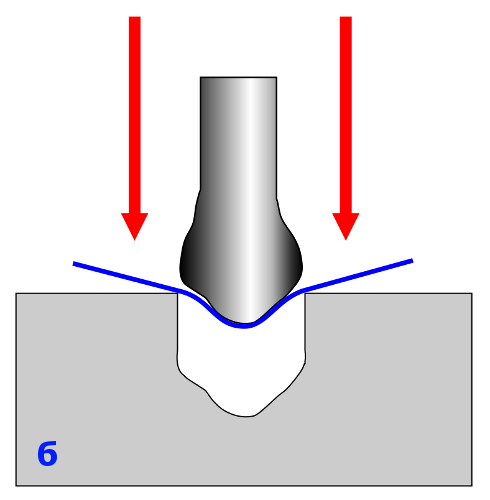
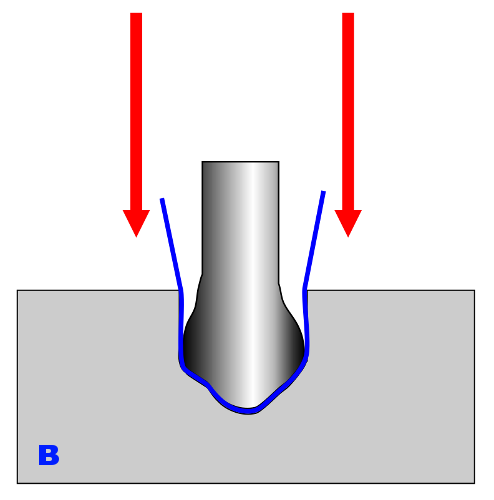
Рис.1 Принцип процесса штампования
а) Исходное положение штампа
б) Начальная пластичная деформация пластины
в) Окончательная пластическая деформация пластины
В стоматологии, по технологическим причинам, в качестве штампа используется легкоплавкий сплав, основой которого является висмут, а температура плавления сплава составляет всего 75-80 градусов по Цельсию, так как в его состав входит кадмий. В качестве контрштампа используется сначала свинцовый блин, а затем мольдин или аналогичный материал. В связи с этим штамп и контрштамп не обладают достаточной жёсткостью, и сама технология штамповки усложняется и дополняется элементами ковки, чеканки и вальцовки. Поэтому несмотря на дешевизну и быстроту технологии штампования коронок, у многих студентов возникает сложность в их изготовлении.
Штампованные коронки используются для восстановления формы и функции зубов, а также для создания выраженного экватора при отсутствии такового. Зубы обтачиваются таким образом (рис.2), чтоб сделать стенки зуба параллельными и создать пространство для будущих коронок и цементного слоя для их фиксации (0,25 мм и более).
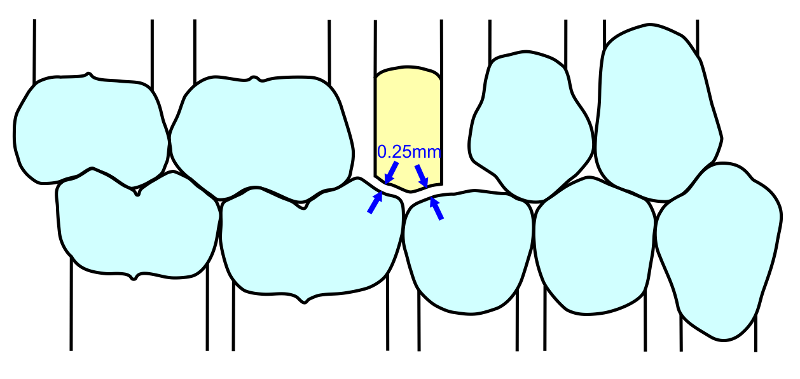
Рис.2. Правила препарирования зубов под штампованные коронки.
Если стенки отпрепарированного зуба не будут параллельны и окклюзионная часть будет шире, то штампованную коронку не получится припасовать, так как шейка коронки будет уже окклюзионной части зуба (рис. 2.1).
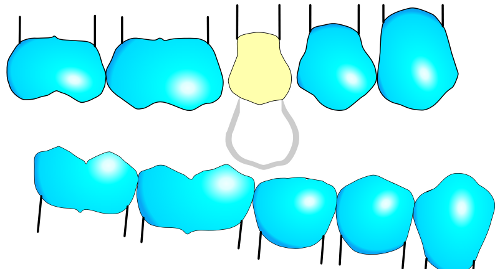
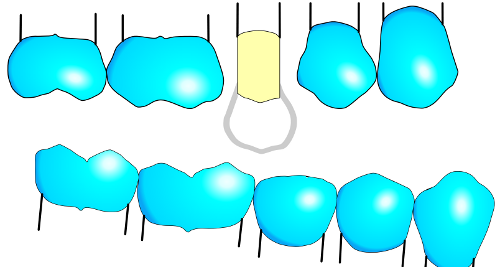
Рис.2.1. II премоляр, отпрепарированный под штампованную коронку
а) неправильно
б) правильно
Оттиски получают альгинатными оттискными массами.
Лабораторные этапы изготовления штампованных коронок можно разделить на несколько этапов.
1.Отливка модели из гипса и подготовка её к работе.
2.Моделирование штампа и вырезание его из модели
3.Отливка двух штампов из легкоплавкого сплава и их обработка
4.Подбор гильзы и её отжиг, предварительное обрезание
5.Предварительная штамповка на пуасонах наковальни, штампе и свинцовом блине
6.Окончательная штамповка на втором штампе и в аппарате Пакерсона или аналогичном аппарате.
7.Окончательное обрезание, шлифование и полирование коронок.
После того, как техник получает оттиск, он отливает модель из гипса второго класса. Гипс второго класса используется, так как в будущем технику придётся распилить модель и вырезать штампики, если модель отлить из гипса третьего или четвёртого класса, то процесс вырезания штампиков из модели усложнится и, кроме того, себестоимость штампованной коронки увеличится, так как супергипс в несколько раз дороже обычного гипса. После того как отлили модель, её извлекаем из оттиска, обрезаем цоколь модели. Производим гравировку шейки отпрепарированных зубов. Гравировка необходима из-за того, что для изготовления штампованных коронок получают оттиск альгинатной массой, которая не может проснять зубодесневой желобок. Использование силиконовой или полиэфирной массы экономически не обосновано, так как технологию штампованных коронок используют с целью финансовой экономии. Гравировка шейки зуба заключается в зачистке зубодесневого желобка и углублении в него на 0,5-1 мм. После этого, если модели сопоставляются, начинаем моделировать коронковую часть штампиков. Если модели не сопоставляются, т.е. нет достаточного количества точек контактов между зубами антагонистами и модель балансирует т.е. качается, необходимо модели загипсовать в окклюдатор. Для гипсовки в окклюдатор используются прикусные блоки. Мы не будем останавливаться на технологии гипсовки моделей в окклюдатор и перейдём непосредственно к моделированию штампов. После гравировки шейки, необходимо начертить границу шейки, так как после вырезания штампика мы потеряем её ориентир. Для этой цели используют остро наточенный химический карандаш, мы рекомендуем для этой цели использовать спиртовые маркеры с тонким стержнем. Так как маркер впитывается в гипс и не смывается, а край клинической коронки, после вырезания штампика, становится очень чётким.
Моделировку штампов лучше производить твёрдыми сортами воска, так как во время вырезания штампиков можно деформировать коронковую часть, если она будет отмоделирована мягкими сортами воска.
Чтоб воск хорошо соединился с моделью, перед моделировкой необходимо высушить модель, ускорить этот процесс можно поместив модель на плиту или в микроволновую печь.
Первая порция воска должна быть кипящей для того, чтоб впитавшись в модель соединиться с ней и хорошо соединить последующие порции воска.
Конечной целью, моделирования отпрепарированного зуба, является восстановление коронковой части минус 0,2 мм со всех поверхностей, если будет штамповаться коронка из нержавеющей стали. Если штампованная коронка будет из золота, то моделируя восстанавливаем объём зуба минус 0,28-0,3 мм. Это пространство займёт будущая штампованная коронка, тем самым полностью восстановив коронковую часть зуба. Если у вас возникают сложности с моделировкой, то можно полностью восстановить анатомическую форму зуба, а затем на 0,2 мм (или 0,3 мм если изготавливается золотая штампованная коронка) срезать слой со всех поверхностей зуба.
После того, как закончили моделировать коронковую часть зуба, необходимо нарисовать ось зуба с вестибулярной стороны, и параллельно этой оси начертить две линии справа и слева, затем лобзиком делаются, по этим линиям, 2 распила для каждого штампа. После того как выпиливается блок, снова рисуется ось зуба, но уже на апроксимальной поверхности. Параллельно рисуются две линии распила и также распиливаются лобзиком. После этого необходимо намочить штампики и гипсовым ножом аккуратно закруглить тело штампика, превратив его в продолжение шейки.
Далее отступя на 1,5-2 мм, от начерченной нами шейки, гравируем циркулярную бороздку на штампике. После этого гипсовый штампик опускаем в мыльный раствор для подготовки к гипсовке в блок. Блок наполняем гипсом и строго перпендикулярно в него опускаем штампик коронкой частью вниз (рис. 3).
После затвердевания гипса из блока извлекаем гипсовый штампик. Для этого делаются 2 продольных распила на блоке, устанавливается нож в один из распилов и аккуратно постукивают молотком до раскрытия блока. Гипсовый штампик остаётся в одной из половинок гипсового блока. Извлекается гипсовый штампик из половинки с помощью шпателя или гипсового ножа. Если не получается извлечь штампик из блока, можно разрезать половинку блока на две части и спокойно извлечь его.
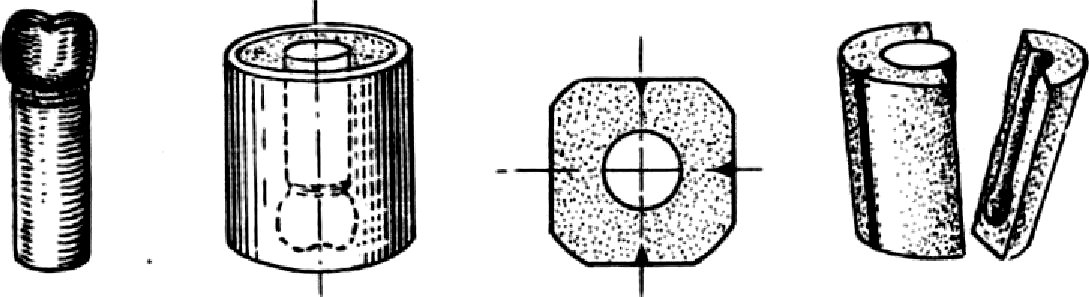
Рис.3 Процесс изготовления гипсового блока
Сопоставляются половинки гипсового блока. Расплавляется легкоплавкий сплав и заливается в гипсовый блок (рис. 4). После остывания извлекается штамп из легкоплавкого сплава и процедура повторяется.
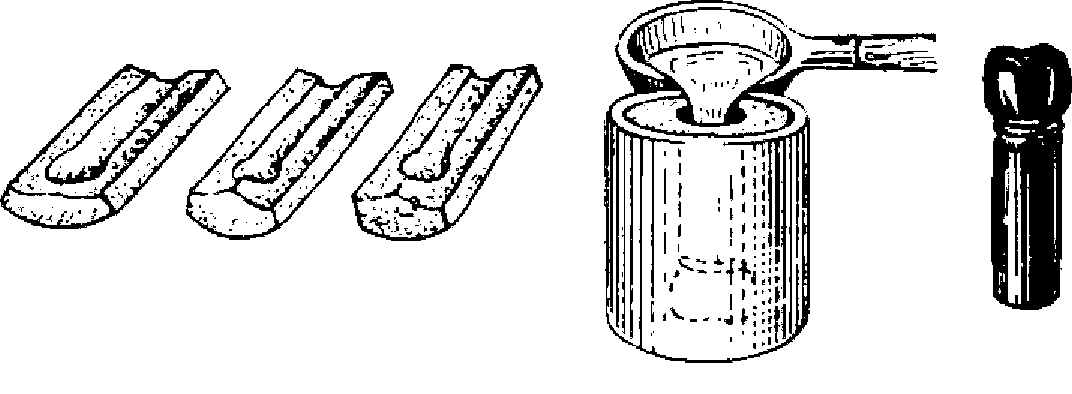
Рис.4 Сопоставление частей гипсового блока и отливка штампа из легкоплавкого сплава.
Удаляется облой напильником, скальпелем, ножницами или фрезой и переходят к подбору гильзы. Если она шире, то производят протягивание, т.е. уменьшение диаметра гильзы в аппарате Самсона. Окружность гильзы должна быть равна окружности штампика в области экватора (рис. 5). Из-за того, что форма зуба не всегда круглая необходимо приплюснуть гильзу, чтоб получить похожую форму и затем примерить её.
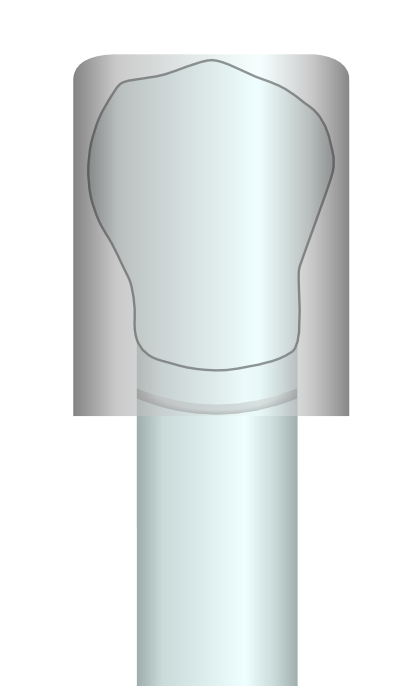
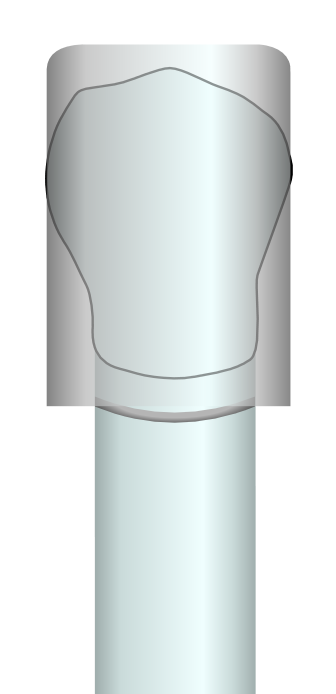
Рис.5 Подбор гильзы
а. гильза до припасовки
б. гильза после припасовки
Производится отжиг гильзы при максимальной температуре, близкой к температуре плавления металла, из которого изготовлена гильза. Если недостаточно прогреть гильзу, то сложно будет штамповать, так как металл не станет мягким и податливым. Если перегреть гильзу, то она сгорит или оплавится. После отжига, гильзу сразу не извлекаем, а ждём пока она сама постепенно остынет.
После остывания гильзы приблизительно отмечаем границы будущей коронки, сравнивая гильзу с легкоплавким штампом. Обрезаем гильзу по намеченным границам. Разбиваем края гильзы, чтоб выровнять заусенцы и расширить края гильзы. Это нам позволит в будущем вбить штампик в гильзу не срезав слой легкоплавкого сплава. Проводим предварительное штампование на пуасонах наковальни. Предварительная штампование состоит из ковки и штамповки. Суть процесса ковки заключается в том, чтоб все выпуклые полые части вколотить и максимально уподобить форме штампа (рис. 6).
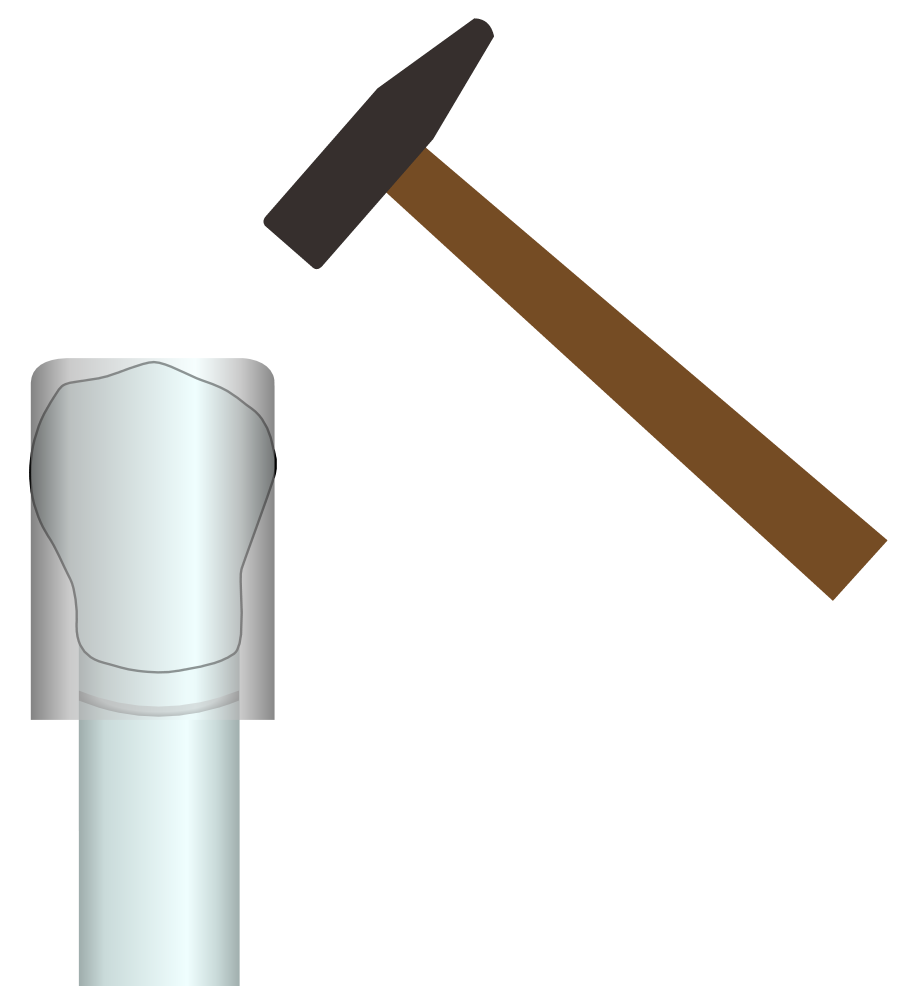
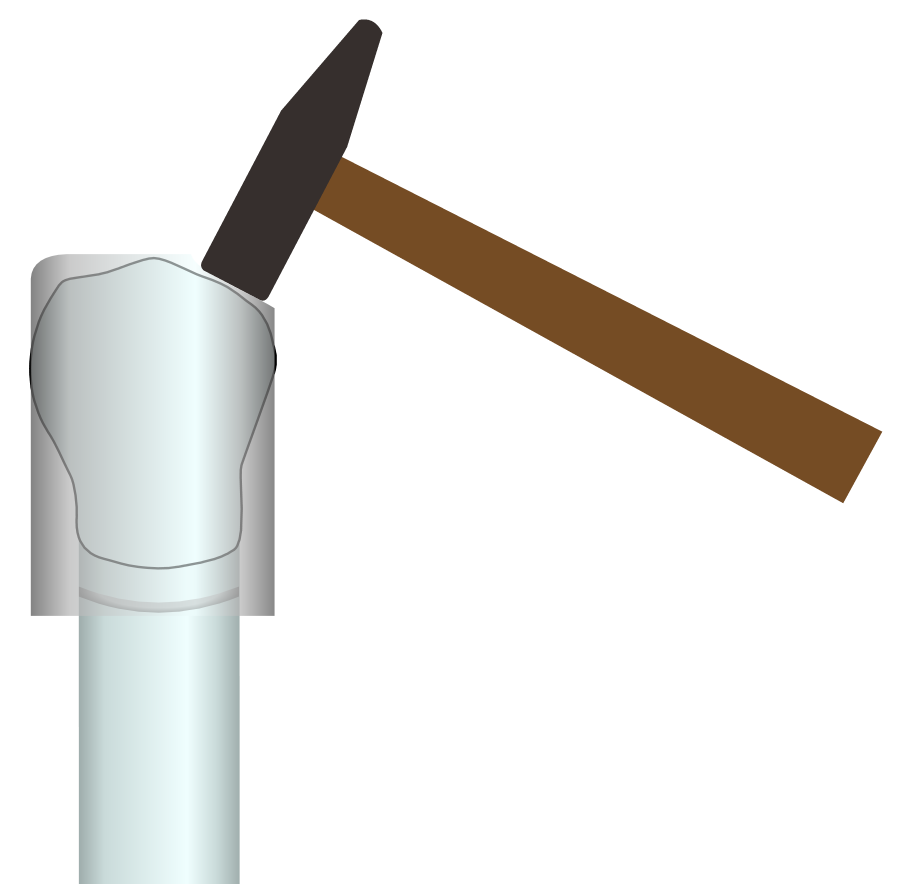
Рис.6 Процесс ковки гильзы
Далее легкоплавким штампом в свинцовом блине выбиваем углубление равное 1/3-1/4 высоты коронковой части, тем самым создавая контрштамп (рис. 7). Одеваем гильзу на легкоплавкий штамп, устанавливаем гильзу со штампом в контрштамп и вбиваем штамп.
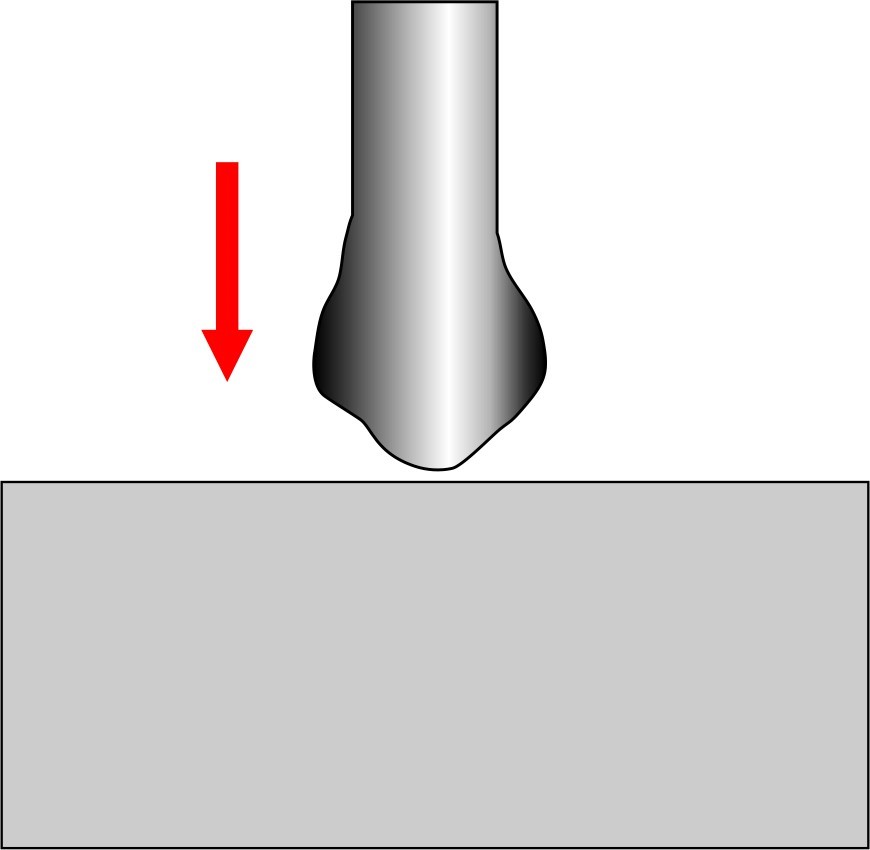
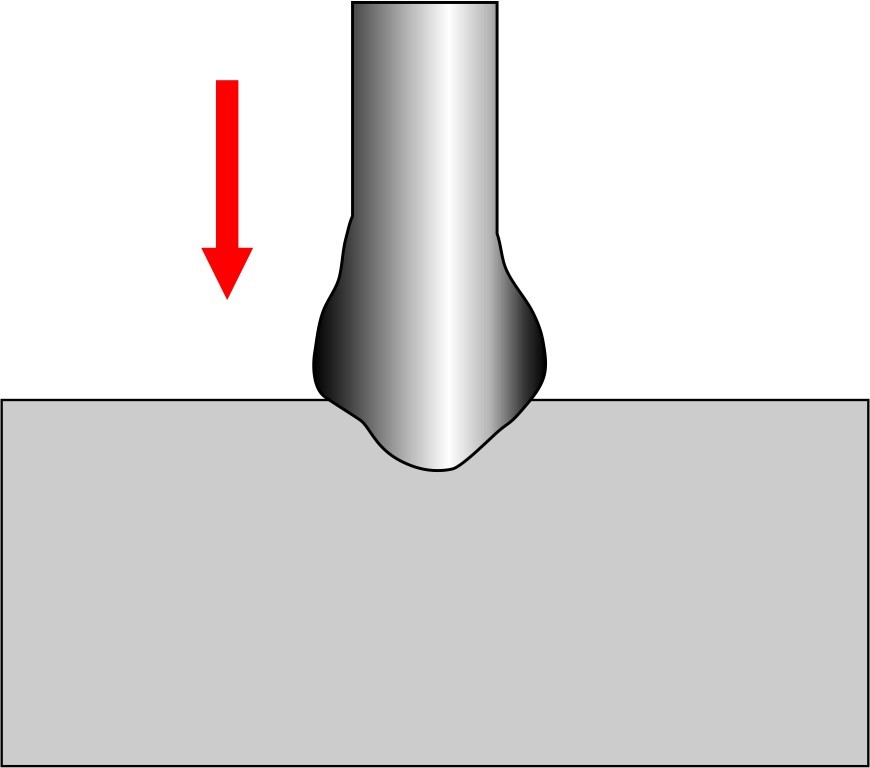
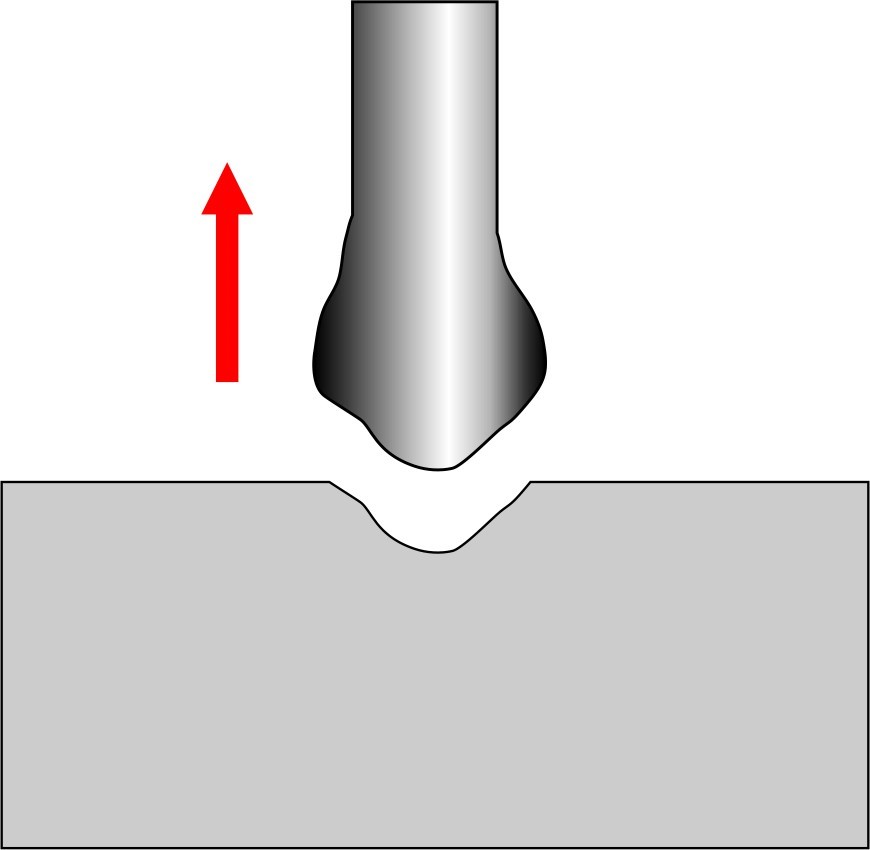
Рис.7 Формирование свинцового контрштампа
Гильза, сминаясь между штампом и контрштампом (свинцовым блином), приобретает форму первого. Обстукиваем гильзу в области шейки, для лучшего прилегания. Так как обычно штамп имеет экватор, после всех этих манипуляций невозможно извлечь штамп из гильзы, поэтому разогревается гильза, легкоплавкий штамп плавится и выходит из неё. Из-за того, что во время предварительной штамповки возникает напряжение в кристаллической решётке металла необходимо провести повторный отжиг гильзы. Второй легкоплавкий штамп также вбиваем в блин на ¼-1/3 высоты коронки, одеваем гильзу на штамп, устанавливаем в углубление, сделанное в свинцовом блине, и вбиваем штамп до упора. Обматываем переход гильзы в штамп узкой полоской лейкопластыря. Эта процедура необходима для того, чтоб мольдин или другой аналогичный материал, который является контрштампом в аппарате для штампования, не оказался между коронкой и штампом, не дав отштамповаться коронке. Помещаем штамп с гильзой в аппарат Пакерсона или другой аналогичный, производим окончательную штамповку. Далее в тексте мы будем вместо термина гильза употреблять термин коронка. Извлекаем коронку со штампом из аппарата. Отматываем лейкопластырь, разогреваем коронку до температуры плавления легкоплавкого сплава. После извлечения штампа вычищаем коронку от остатков легкоплавкого сплава. Нагреваем коронку до температуры близкой к плавлению и сразу опускаем в отбел, при включённой вытяжке, тем самым преследуя две цели: отбеливание и закалку. Если коронка не полностью отбелилась, то разогреваем отбел с коронкой до кипения и держим в течение минуты под вытяжкой. После этого пинцетом извлекаем коронку из отбела, опускаем в ёмкость с водой, для смывания отбела. Отбел сливаем в специальную ёмкость для отходов кислоты. Коронку моем под краном щёткой или пинцетом с ватой. Возможно применение моющего раствора.
Припасовываем коронку на штампик, обрезам её таким образом, чтоб она была длиннее клинической коронки, т.е. линии начерченной нами маркером на 0,5 мм.
При шлифовании и полировании коронки стараемся снять минимальный слой металла, чтоб не утончить её. Шлифование и полирование коронки проводим на шлифмоторе при 3000 об/мин. Шлифование проводим резиновыми кругами, полирование сначала 3-4 рядной щёткой с пастой ГОИ, затем пушком. После завершения полирования, коронка очищается, одевается на штампик, проверяется и отправляется в клинику.
Необходимые инструменты и материалы для работы
Этапы изготовления штампованных коронок из стали и подбора необходимых на этапах работы материалов, инструментов и оборудования.
Таблица № 1
|
№ этапа |
Этап |
Материалы |
Инструменты |
Оборудование лаборатория |
|
1 |
Получение модели |
оттиск, гипс |
чаша для замешивания, шпатель для замешивания, гипсовый нож, триммер. |
Гипсовочная лаборатория |
|
2 |
Загипсовка моделей в окклюдатор. |
гипс |
чаша для замешивания, шпатель для замешивания гипсовый нож, окклюдатор |
Гипсовочная лаборатория |
|
3 |
Гравировка и очерчивание шейки зуба |
|
шпатель моделировочный, гладилка врачебная, гипсовый нож, химический карандаш, спиртовой маркер |
Рабочее место зубного техника |
|
4 |
Моделирование формы коронки зуба |
моделировочный |
шпатель моделировочный, гладилка врачебная |
Рабочее место зубного техника, горелка, спиртовка, термофен электрошпатель |
|
5 |
Выделение из модели фрагмента |
|
гипсовый нож, лобзик, химический карандаш, спиртовой маркер |
Рабочее место зубного техника, |
|
6 |
Оформление гипсового штампа |
воск базисный |
гипсовый нож; карандаш, зуботехнический шпатель, гладилка врачебная |
Рабочее место зубного техника, горелка, спиртовка, термофен электрошпатель |
|
7 |
Загипсовка штампа в гипсовый блок |
гипс |
чаша для замешивания, шпатель для замешивания гипсовый нож; форма для блока |
Гипсовочная лаборатория |
|
8 |
Раскрытие блока, извлечение штампов, проверка качества блока. |
|
молоточек зубного техника гипсовый нож, шпатель |
Гипсовочная лаборатория |
|
9 |
Получение штампов из легкоплавкого сплава по форме в блоке. |
легкоплавкий сплав |
ложка для расплавления металла |
Рабочее место зубного техника |
|
10 |
Обработка металлических штампов |
|
напильник, надфиль, бормашина, скальпель |
Рабочее место зубного техника |
|
11 |
Подбор и калибровка гильз, отжиг |
гильзы различного диаметра |
ножницы коронковые, пинцет |
Аппарат «Самсон», паяльный аппарат |
|
12 |
Ковка гильзы |
гильзы после отжига, штамп из металла |
молоточек зубного техника, наковальня
|
Рабочее место зубного техника, деревянный брус-подставка |
|
13 |
Отжиг гильзы по мере необходимости |
гильза
|
пинцет |
Паяльный аппарат |
|
14 |
Предварительная штамповка коронки |
гильза после ковки, свинцовый контрштамп |
молоточек зубного техника пинцет, большой молоток |
Рабочее место зубного техника, деревянный брус-подставка |
|
15 |
Окончательная штамповка коронки в аппарате |
гильза после предварительной штамповки, свинцовый контрштамп |
пинцет, щипцы для выемки штампа с коронкой из пресса |
Пресс для штамповки, |
|
16 |
Выплавление штампа из готовой коронки |
готовая коронка на металлич. штампе |
пинцет, ложка для металла. |
Паяльный аппарат, горелка, спиртовка, термофен |
|
17 |
Припасовка готовой коронки на гипсовый штамп по линии удлинения коронки |
готовая коронка, гипсовый штамп |
коронковые ножницы, фрезы |
Рабочее место зубного техника, шлифмотор, бормашина |
|
18 |
Отбеливание коронки
|
готовая коронка, отбел, ковш для отбеливания
|
пинцет, ложка для отбеливания
|
Паяльная лаборатория, паяльный аппарат, включённая вытяжка |
|
19 |
Полировка готовой коронки, очистка после полировки. |
готовая коронка, паста ГОИ, моющий раствор. |
конусная насадка для полировки эластичный круг, щетка с короткой щетиной, нитяная щетка (пушок) |
Полировочная лаборатория, шлифмотор, включённая вытяжка
|
|
20 |
Припасовка на учебную модель. Оценка. Сдача работы. Анализ ошибок. |
готовая полированная коронка на модели |
|
Рабочее место зубного техника |
Возможные ошибки и методы их устранения
Этапы изготовления штампованных коронок из стали, возможные ошибки последствия и методы их устранения.
Таблица № 2
|
№ этапа |
Этапы |
Возможные ошибки |
Последствия и методы устранения |
|
1 |
Отливка модели |
|
1. Если отломанные куски сопоставляются, то их можно приклеить быстросохнущим клеем. Если нет, то нужно получить новый оттиск и заново отлить модель. Сколы чаще бывает, когда альгинатная масса очень плотная, например, Айпин. Необходимо использовать другую альгинатную массу или оттиск разрещать снимать кусками 2. Если поры не на жевательной поверхности антагонистов, на апроксимальных стенках соседних зубов, обращённых к дефекту и не на шейке отпрепарированных зубов, то можно их заполнить моделировочным воском. В противном случае заново отлить модель по новому оттиску. |
|
2 |
Загипсовка моделей в окклюдатор. |
|
1.Изменится соотношение зубов – необходимо заново провести загипсовку 2. Не зафиксированные рамы не удерживают модели в определенном соотношении, а фиксация их после загипсовки, не гарантирует точное их положение – необходимо провести загипсовку заново в окклюдаторе с зафиксированными рамами. |
|
3 |
Гравировка и очерчивание шейки зуба |
|
1. Увеличится длина клинической коронки и соответствен коронка будет длинной. Эта ошибка может быть устранена врачом в клинике при условии параллельности краёв коронки на протяжени 2-3мм. 2. Создаётся поднутрение или наоборот широкое основание. Коронка будет узкой или широкой. 3.Коронка будет короткой и не доходить до десны. 3. После вырезания штампика ориентир шейки будет утрачен и невозможно будет определение длины коронки, она может получиться короткой или наоборот длинной. |
|
4 |
Моделирование формы коронки зуба |
1.Готовая коронка будет широка по шейке – аккуратно очистить зуб на миллиметр от линии шейки. 2. Воск может отслоиться от модели – высушить модель на плите или в микроволновой печи, залить кипящем воском. 3. Готовая коронка будет мешать по прикусу иди не доходить до антагонистов – уменьшить или увеличить высоту коронковой части по прикусу оставив пространство равное толщине металла. 4. Нарушится эстетика зубного ряда и функция, которую должен выполнять данный зуб, а отсутствие экваторной зоны, приведет к травме десневого края зуба – восстановить анатомическую форму зуба и экваторную линию. |
|
|
5 |
Выделение из модели фрагмента |
|
1. Грубая, неаккуратная работа, модель была влажной – работу переделать устранив ошибки. |
|
6 |
Оформление гипсового штампа |
|
1. При предварительной штамповки коронки могут возникнуть неудобства и смещение гильзы – восстановить соосность штампа воском. 2. Возможность появления замков и сложность извлечения штампа из блока – сделать стенки параллельными и гладкими. 3. Если линия удлинения шейки заужена, то коронка в области шейки зуба будет узкой – восстановить диаметр воском. Если расширена, то готовая коронка будет широкой в области шейки – сделать линию удлинения параллельной шейке. |
|
7 |
Загипсовка штампа в гипсовый блок |
|
1. Гипсовые штампы не возможно будет отделить от блока – блок переделать при возможности сохранности штампов. 2. При расколе блока возможно повреждение как штампа, так и блока – погрузить штамп по центру. 3. При расколе блока возможно повреждение как штампа, так и блока – погрузить штамп по центру.
|
|
8 |
Раскол блока, извлечение штампов, проверка качества блока. |
|
1.Блок переделать 2.Не возможна припасовка готовой коронки на штамп, точная припасовка по линии шейки – по возможности склеить штамп и провести припасовку. Если это невозможно, то обрезать коронку по линии ниже линии удлинения и сообщить врачу, что окончательную припасовку производить по зубу в полости рта. |
|
9 |
Получение штампов из легкоплавкого сплава по форме в блоке. |
|
1.Половинки блока соединены неправильно, если при соединении остаётся щель, необходимо блоки переделать. Если щели не остаются, то заново отлить штампики. 2. Блоки влажные, а металл перегрет, поэтому влага испаряясь приводит к образованию пористости. Высушить блоки, металл не перегревать.
|
|
10 |
Обработка метал. штампов |
|
1.Форма штампа не буде соответствовать оригиналу - сделать новый металлический штамп. 2. Форма штампа не буде соответствовать оригиналу - сделать новый металлический штамп.
|
|
11 |
Подбор и калибровка гильз, отжиг |
|
1. Образуются складки при окончательной штамповке в аппарате – протянуть гильзу в аппарате Самсона. 2. Разбить края гильзы. Расширив края мы увеличим диаметр, сделав его больше экватора. Таким образом гильза растянувшись оденется на металлический штамп.
|
|
12 |
Отжиг гильзы |
|
1.В гильзе появляется отверстие, гильзу утончается, что приводит к сокращению срока службы – использовать правильный температурный режим отжига (температура плавления - 50°С). 2.Поверхность гильзы остаётся блестящей, соответственно металл жёсткий и неподатливый. Будет затруднён процесс обрезания и ковки + штамповки - заново отжечь гильзу использовав правильный температурный режим отжига (температура плавления - 50°С). |
|
13 |
Ковка гильзы |
|
1.Плохо отожгли гильзу, недостаточная пластичность у металла, неправильно штамповали. Если возможно устранить складки, то их устраняют, если нет, то берётся новая гильза. 2. Плохо отожгли гильзу, неправильное направление ковки. – Взять новую гильзу, правильно ковать.
|
|
14 |
Отжиг гильзы по мере необходимости |
|
1.При штамповке гильзы, возможно образование наклёпа, особенно если отжиг производился при низкой температуре. Наклёп затрудняет дальнейшую ковку и штамповку – повторный отжиг использовав правильный температурный режим отжига (температура плавления - 50°С). |
|
15 |
Предварительная штамповка коронки |
|
1.Недостаточная температура отжига, штамп намного шире шейки – Заново отжечь, если трещина не доходит до шейки на 2мм, обрезать зону трещины, сделать диаметр основания штампа равным диаметру шейки. 2.Диаметр гильзы уже экватора, отштампованная коронка будет уже в области экватора и не будет касаться антагонистов – разбить края гильзы, сделав их равным диаметру гильзы. 3.Коронка получиться шире, чем должна быть или же образуются складки. Необходимо заново протянуть гильщу в аппарате Самсона, если это возможно. Если нет, то взять новую гильзу.
|
|
16 |
Выплавление штампа из готовой коронки |
|
1. Если их не убрать, то они займут пространство между гильзой и вторым штампиком, тем самым изменив рельеф последнего. Готовая коронка уже не будет соответствовать правильной анатомической зуба – тщательно очистить гильзу от легкоплавкого сплава. |
|
17 |
Окончательная штамповка коронки в аппарате |
|
1.Основая причина образования складок это недостаточное погружение штампа в гильзу – вбить второй штамп в свинцовую подушку, одеть гильзу на второй штамп, поместить их в вмятину в свинцовой подушке, и вбить штамп до упора. 2. Недостаточное давление в аппарате окончательной штамповки (например, Пакерсона). Коронка получится шире, чем должна быть. Второй причиной может быть маленькая вязкость контрштампа и он проникает между гильзой и штампом – заменить контрштамп, обмотать зону перехода гильзы в штамп лейкопластырем. 3.Гильза в области шейки широкая, есть зазоры – протянуть гильзу в аппарате Самсона если это возможно. Если нет, то взять новую гильзу.
|
|
18 |
Припасовка готовой коронки на гипсовый штамп по линии удлинения коронки |
|
1. Край коронки глубоко войдет в поддесневую зону и травмирует её – укоротить край коронки. 2.Край коронки не достаточно глубоко (менее 3. Край коронки выше линии шейки, пришеечная часть зуба открыта, это недопустимо, т.к. возникает чувствительность обточенного зуба, попадание пищи под край коронки, инфицирование тканей зуба и десневого кармана и расцементировка коронки – коронку переделать. |
|
19 |
Отбеливание коронки, (сдача на примерку на гипсовом штампе) |
|
1.Окалина на коронке не растворится – закончить отбеливание по времени, указанном на упаковке отбела. 2. Толщина металла коронки истончится, она станет мягкой, или могут образоваться дыры – коронку переделать |
|
20 |
Полировка готовой коронки, очистка после полировки. |
|
1. При шлифовке на эластичном круге, техник, неоправданно долго, держали коронку. Неравномерность шлифовки, в одном месте держали долго, в другом нет. Металл коронки истончается, и образуются перфорации – коронку переделать. 2. При полировке использовалась полировочная паста не для нержавеющей стали. Паста может не обладать достаточной жёсткостью и соответственно не полирует сталь – заменить пасту для полировки. На поверхности плохо отполированной коронке будет образовываться зубной налет – отполировать коронку до зеркального блеска. 3.При полировке не использовались специальные деревянные палочки, на которые надеваются коронки – использовать деревянные палочки. 4. Неочищенную коронку запрещено сдавать в кабинет врача – очистить коронку, одеть на гипсовый штамп и сдать на примерку. |
|
21 |
Припасовка на учебную модель. Оценка. Сдача работы. Анализ ошибок. |
Эта часть работы проводится только в условиях обучения, т.к. коронки устанавливаются в полости рта пациента. |
Для этого необходимо на новой модели произвести гравировку шеек данных зубов так, как проходит линия удлинения и одеть коронки. Оценить их положение на зубе и в прикусе. |
Вопросы для самоподготовки
Вопросы для самоподготовки по теме:
«Технология изготовления штампованных коронок».
- Технология изготовления штампованных коронок. Требования, которым должна соответствовать готовая коронка.
- Разновидности коронок по конструкции (полные (телескопические), полукоронки, трехчетвертичные (на фронтальную и боковые группы зубов), экваторные, культевые).
- Основные и вспомогательные материалы, применяемые для изготовления штампованных коронок, методы изготовления различного вида штампованных коронок.
- Оснащение рабочего места зубного техника для изготовления металлических штампованных коронок (материалы, инструменты и дополнительное оборудование), их назначение.
- Показания и противопоказания к изготовлению штампованных металлических коронок.
- Правила препарирования зубов под штампованные коронки.
- Требования к правильной моделировке анатомической формы зуба
- Этапы изготовления штампованных коронок.
- Возможные ошибки при изготовлении штампованных металлических, их причины и способы устранения.
- Инструменты и материалы, применяемые для полировки штампованных коронок.
- Требования к правильно изготовленной полной металлической коронке
Тестовые задания для самоконтроля
1.Каким приемом можно увеличить прочность затвердевающего гипса?
а) замешать на горячей воде
б) замешать на 3% растворе буры
в) замешать на 3% растворе поваренной соли
2.По какой причине штампованная коронка может получиться узкой?
а) металлический штамп сильно обработан напильником
б) гипсовый столбик вырезан из модели без моделировки зубов
в) слишком сильным было давление при опрессовке
3.По какой причине штампованная коронка может быть широкой?
а) недостаточно отпрепарирован зуб
б) неправильно откалибрована гильза
в) при моделировке воском закрылась чернильная линия
4.Почему отштампованная и отбеленная коронка плохо полируется?
а) вышел срок годности гильзы, из которой она сделана
б) плохо обработан напильником металлический штамп
в) передержали в отбеле
5.Какой метод штамповки коронок применяется наиболее часто?
а) внутренний
б) наружный
в) комбинированный
6.Что является контрштампом при наружном методе штамповки коронок?
а) охотничья дробь
б) мольдин
в) штамп из легкоплавкого сплава
7.Какое действие наиболее сильно истончает штампованную коронку в процессе ее изготовления?
а) протягивание гильзы большим количеством пуансонов
б) неоднократная термическая обработка
в) чрезмерная обработка резиновым эластичным кругом
8.Что является штампом при комбинированном методе штамповки коронок?
а) мольдин
б) невулканизированный каучук (сырая резина)
в) штамп из легкоплавкого сплава
9.Для чего термически обрабатывается (отжигается) отштампованная одиночная коронка?
а) легче резать, ковать и штамповать
б) улучшается антикоррозийная стойкость
в) улучшается эстетический вид
10.Толщина стенок гильзы из нержавеющей стали, применяемой для штамповки равна:
а) 0,2мм
б) 0,5мм
в) 1мм
г) 2мм
11.При моделировании под штампованную коронку, зазор с антагонистами должен быть
а) 0,2мм
б) 0,5мм
в) 1мм
г) 2мм
12.В состав отбела для нержавеющей стали входит:
а) лимонная кислота
б) уксусная кислота
в) серная кислота
г) хлорная кислота
13.Основой легкоплавкого сплава является:
а) железо
б) никель
в) кобальт
г) висмут
14.Штамп изготавливают из:
а) легкоплавкого сплава
б) стали
в) латуни
г) свинца
15.Для уменьшения диаметра гильзы её:
а) протягивают
б) вальцуют
в) куют
г) штампуют
16.Чтот приводит к сокращению срока службы штампованной коронки из нержавеющей стали?
а) продолжительное отбеливание
б) недостаточный отжиг
в) наклёп
г) выплавление штампика
17.При моделировании первая порция воска должна быть:
а) твёрдой
б) кипящей
в) мягкой
г) липкой
18.При гравировке стенки шейки должны быть
а) параллельными
б) с поднутрением
в) с широким основанием
г) стенок не должно быть
19.Границу шейки лучше всего чертить
а) ручкой
б) карандашом
в) химическим карандашом
г) спиртовым маркером
20.При вырезании из модели, ось штампика и ось клинической коронки должны:
а) совпадать
б) быть под углом 160 градусов друг к другу
в) быть под углом 90 градусов друг к другу
г) быть под углом 135 градусов друг к другу
21.Стенки штампика должны быть
а) параллельными
б) шире у основания
в) уже у основания
г) вогнутые
22.Для получение блоков для отливки штампиков из легкоплавкого сплава лучше использовать:
а) мольдин
б) дублирующий силикон
в) гипс
г) свинец
23.В чем преимущество дублирующего силикона при изготовлении металлических штампиков?
а) не образуется облой
б) металлический штампик точно повторяет гипсовый
в) можно изготовить неограниченное количество металлических штампиков
г) правильные варианты а,б,в
24.Чем лучше выровнять ось штампика, если он не соответствует оси клинической коронки
а) гипсом
б) воском
в) мольдином
г) легкоплавким сплавом
25.Для облегчения отделения штампика от гипсового блока применяют
а) Коналор
б) пасту ГОИ
в) мыльный раствор
г) спиртовой раствор
26.Для лучшего отжига, температура должна быть
а) равна температуре плавления
б) быть выше температуры плавления
в) на 50 градусов ниже температуры плавления
г) на 500 градусов ниже температуры плавления
27.Максимальная температура, при использовании электролизных паяльных аппаратов, может достигать:
а) 1000°С
б) 1500°С
в) 1600°С
г) 2800°С
28.Какую максимальная температуру выдают паяльные аппараты, использующие природный газ?
а) 1000°С
б) 1350°С
в) 2000°С
г) 2800°С
29.Какую максимальная температуру выдают паяльные аппараты, использующие бензин?
а) 1000°С
б) 1400°С
в) 2000°С
г) 2800°С
30.Какую максимальная температуру выдают спиртовые горелки?
а) 900°С
б) 1400°С
в) 2000°С
г) 2800°С
31.Температура плавления легкоплавкого сплава, применяемого стоматологии:
а) 36,6°С
б) 50°С
в) 77°С
г) 150°С
32.Какой класс гипса используется при штамповке коронок?
а) I
б) II
в) III
г) IV
33.Каким паяльным аппаратом можно прожечь (сжечь) гильзы из нержавеющей стали?
а) бензиновых
б) электролизным
в) газовым
г) спиртовым
34.Какой газ образуется в электролизных паяльных аппаратах?
а) водород
б) бутан
в) октан
г) азот
35.Какой газ образуется в электролизных паяльных аппаратах?
а) кислород
б) пропан
в) пары спирта
г) гелий
36.Скорость вращения шлифмотора при полировке?
а) 1500 об/мин
б) 3000 об/мин
в) 500 об/мин
г) 30000 об/мин
37.В первую очередь при полировке используют:
а) эластичный круг
б) жёсткую щётку
в) мягкую щётку
г) пушок
38.В последнюю очередь при полировке используют:
а) эластичный круг
б) жёсткую щётку
в) мягкую щётку
г) пушок
39.Абразивом пасты ГОИ является:
а) оксид алюминия
б) алмаз
в) корунд
г) оксид хрома
40.Пасту ГОИ наносят на:
а) эластичный круг
б) точильный камень
в) пушок
г) щётку
41.На пушок наносят:
а) пасту ГОИ
б) мел
в) пемзу
г) ничего не наносят
42.При полировке, штампованную коронку необходимо удерживать:
а) пинцетом
б) деревянной палочкой
в) крампонными щипцами
г) тисками
43.При полировке должны:
а) использовать защитные очки
б) включить вытяжку
в) использовать защитную маску
г) правильные ответы а,б,в
44.Паста ГОИ лучше всего очищается:
а) водой
б) мыльным раствором
в) ацетоном
г) жёсткой водой
45.Обрезание гильзы производят:
а) ножницами по металлу
б) шлифмотором
в) зубилом
г) гильотиной
46.Название аппарата для протягивания гильз:
а) аппарат Самсона
б) аппарат Кулебина
в) аппарат Пакерсона
г) аппарат Ильиной-Маркосян
47.Для предотвращения попадания мольдина в штампованную коронку используют:
а) силикон
б) гипс
в) лейкопластырь
г) свинец
48.Использование гипса для изготовления гипсовых блоков обусловлено:
а) низкой стоимостью
б) высокой точностью
в) технологичностью
г) удобством
49.Для ускорения процесса схватывания гипса, при изготовлении гипсовых блоков, используют:
а) сахар
б) соль
в) глицерин
г) спирт
50.Для вырезания гипсового штампа из модели используют
а) фрезы
б) лобзик
в) коронковую пилу
г) гипсовый нож
Эталоны ответов: 1-б; 2-а; 3-в; 4-в; 5-б; 6-б; 7-в; 8-в; 9-а; 10-а; 11-а; 12-г; 13-г; 14-а; 15-а; 16-а; 17-б; 18-а; 19-г; 20-а; 21-а; 22-б; 23-г; 24-б; 25-в; 26-в; 27-г; 28-б; 29-б; 30-а; 31-в; 32-б; 33-б; 34-а; 35-а; 36-б; 37-а; 38-г; 39-г; 40-г; 41-г; 42-б; 43-г; 44-в; 45-а; 46-а; 47-в; 48-а; 49-в; 50-б
Перечень литературы
- Зубопротезная техника: учебник для студ.сред.проф.обр. / под.ред. М.М.Расулова, М.: МИА. 2005
- «Руководство по ортопедической стоматологии.» под редакцией В.Н. Копейкина. - М.:Триада-Х, 2006.-495с.
- Трезубов В.Н. Ортопедическая стоматология (факультетский курс): учебник. СПб.: Фолиант, 2005