Материалы для моделей (Трезубов 2011, Ервандян 2014)
| Сайт: | Cтоматология |
| Курс: | Материаловедение по ортопедической стоматологии |
| Книга: | Материалы для моделей (Трезубов 2011, Ервандян 2014) |
| Напечатано:: | Гость |
| Дата: | суббота, 1 августа 2026, 01:38 |
Глава 8 МАТЕРИАЛЫ ДЛЯ МОДЕЛЕЙ
Зубной или челюстно-лицевой протез, шина из металла или пластмассы и любой иной стоматологический аппарат, включая даже вкладку, имеют строго определенные индивидуальные предназначение и конфигурацию, которая достигается моделированием.
В промышленности часто используют модели (см. с. 12) как образец предмета, подлежащего созданию. В стоматологии модель служит штампом для коронки или индивидуальной ложки, репродукцией металлического или полимерного протеза, аппарата.
Материалы для моделей подразделяются на:
─ Кристаллические (гипсовые);
─ Полимерные (полиуретан, эпоксидная смола, силикон)
8.1.ГИПС
Гипс занимает ведущее место в группе вспомогательных материалов, применяемых в ортопедической стоматологии. Им пользуются почти на всех этапах протезирования. Значительный период времени он был одним из основных оттискных материалов. В настоящее время его применяют для получения:
─ модели челюсти;
─ маски лица;
─ в качестве формовочного материала;
─ при паянии;
─ для фиксации моделей в окклюдаторе (артикуляторе) (рис. 8.1) и кювете.
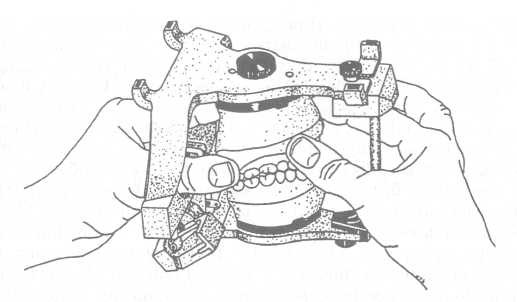
Рис.8.1. Фиксация моделей челюстей в артикуляторе.
Природный гипс представляет собой широко распространенный минерал белого, серого или желтоватого цвета. Залежи его встречаются вместе с глинами, известняками, каменной солью. Химический состав природного гипса определяется формулой CaSO4·2H2O — двуводный сульфат кальция. Образование гипса происходит в результате выпадения его в осадок в озерах и лагунах из водных растворов, богатых сульфатными солями. Залежи гипса обычно содержат примеси кварца, пирита, карбонатов, глинистых и битумных веществ.
Плотность гипса равна 2,2—2,4 г/см3. Растворимость его в воде составляет 2,05 г/л при 20°С.
Гипс для стоматологической практики получают в результате обжига природного гипса. При этом двуводный сульфат кальция теряет часть кристаллизационной воды и переходит в полуводный (полугидрат) сульфат кальция. Процесс обезвоживания наиболее интенсивно протекает в температурном интервале от 120 до 190°С:
2(CaSO4·2H2O) -> (CaSO4)2·H2O + 3H2O
В зависимости от условий термической обработки полуводный гипс может иметь две модификации — α и β-полугидраты, которые отличаются физико-химическими свойствами (см. табл. 3):
─ α-гипс получают при нагревании двуводного гипса под давлением 1,3 атм, что заметно повышает его прочность. Этот гипс называют супергипсом, автоклавированным, каменным гипсом;
─ β-гипс получается при нагревании двуводного гипса при атмосферном давлении.
Гипс после обжига размалывают, просеивают через особые сита и фасуют в мешки из специальной бумаги или в бочки.
При замешивании полугидрата гипса с водой происходит образование двугидрата, причем вся смесь затвердевает:
(CaSO4)2·H2O + 3Н2O -> 2(CaSO4·2H2O)
Эта реакция экзотермическая, т.е. сопровождается выделением тепла.
Схватывание гипса протекает очень быстро (см. табл. 4). Сразу же после смешивания с водой становится заметным загустение массы, но в этот период гипс еще легко формуется. Дальнейшее уплотнение уже не позволяет проводить формовку. Процессу схватывания предшествует кратковременный период пластичности гипсовой смеси. Замешанный до консистенции сметаны, гипс хорошо заполняет формы и дает четкие ее отпечатки. Пластичность гипса и последующее быстрое затвердевание делают возможным его применение для получения оттисков с челюстей и зубов. Однако процесс нарастания прочности гипса еще продолжается некоторое время, и максимальная прочность гипсового оттиска и гипсовой модели (см. табл. 4) достигается при высушивании его до Постоянной массы в окружающей среде.
На скорость схватывания гипса влияют следующие факторы: температура, степень измельчения (дисперсность), способ замешивания, качество гипса и присутствие в гипсе примесей. Повышение температуры смеси до +30—+37°с приводит к сокращению времени схватывания гипса. При увеличении температуры от +37 до +50°С скорость схватывания начинает заметно падать, а при температуре свыше 100°С схватывания не происходит. Степень измельчения (тонкость помола) также оказывает влияние на скорость затвердевания: чем выше дисперсность гипса, тем больше его поверхность, а увеличение поверхности двух химически реагирующих веществ приводит к ускорению процесса.
На скорость схватывания полугидрата влияет также способ его перемешивания. Чем энергичнее будет замешиваться смесь, тем полнее станет контакт между гипсом и водой и, следовательно, тем быстрее схватывание. Отсыревший гипс затвердевает значительно медленнее, чем сухой. Такой гипс лучше всего просушить при температуре +150—+170°С. Во время просушивания необходимо постоянно помешивать гипс, так как вследствие его плохой теплопроводности возможно неравномерное нагревание, что приводит к частичному образованию таких продуктов, как нерастворимый ангидрид и т.п.
Особое значение при работе со стоматологическим гипсом имеют соли-катализаторы. Они обычно ускоряют процесс схватывания гипса. Наиболее эффективными являются такие ускорители, как сульфат калия или натрия, хлорид калия или натрия. При увеличении концентрации свыше 3% они, наоборот, замедляют схватывание. Наиболее часто в стоматологических кабинетах применяют в качестве ускорителя 2—3% раствор поваренной соли. Ингибиторами затвердевания гипса являются сахар, крахмал, глицерин.
♦ Катализаторы - вещества, ускоряющие химические реакции.
♦ Ингибиторы - вещества, замедляющие протекание химических реакций или прекращающие их.
При получении моделей челюстей ускорители применять не следует, во- первых, для замедления затвердевания, во-вторых, для упрочнения гипса.
Между скоростью твердения гипса и его прочностью имеется, как правило, обратная зависимость: чем быстрее протекает схватывание, тем меньше прочность полученного изделия, и наоборот, чем медленнее смесь твердеет, тем она прочнее (см. табл. 5). Например, замешивание гипса на растворе буры дает ощутимое замедление твердения, в результате чего образуется очень прочный продукт.
Упрочнение гипсовых моделей осуществляют различными приемами. После тщательного высушивания гипса (для удаления оставшейся в порах влаги) модель погружают в расплавленный стеарин или парафин. Поверхность изделия приобретает блеск и вид слоновой кости. Подобную обработку применяют для приготовления учебных экспонатов (муляжей) с целью придания гипсовым моделям красивого внешнего вида и повышения прочности.
Свежеприготовленный гипс и ранее затвердевшее изделие из гипса прочно соединяются между собой. Этим свойством пользуются в зубопротезной технике, например, при гипсовании моделей в артикуляторе или кювете. В тех случаях, когда гипсовая модель получается по гипсовому оттиску, это свойство служит препятствием для последующего их разъединения. Для того чтобы избежать этого явления, иногда накладывают на поверхность формы жировую прослойку. Однако применение жира или вазелина может привести к искажению модели, поэтому более подходящим материалом для разделения поверхностей оттиска и модели может служить мыльный раствор или раствор жидкого стекла, в который погружают оттиск на 5—10 мин. Указанные растворы образуют тонкую пленку и меньше искажают рельеф модели.
Практика показывает, что разделение двух гипсовых изделий, например, оттиска и модели, можно осуществить без применения изолирующих веществ. Чтобы ослабить связь между ними, оттиск предварительно погружают в воду до полного насыщения, т.е. до вытеснения всего воздуха из его пор. Насыщенный водой оттиск не может больше поглощать влагу из нанесенной на его поверхность свежеприготовленной гипсовой массы. Таким образом, поверхность модели будет плотно прилегать к поверхности оттиска без проникновения частиц одного в толщу другого и их можно будет легко разъединить путем откалывания.
В работе стоматологических учреждений важно соблюдать правила хранения гипса. Полуводный стоматологический гипс обладает значительной гигроскопичностью; поглощая атмосферную влагу, он портится, и схватывание его становится хуже. Поэтому рекомендуется хранить гипс в хорошей упаковке (металлических бочках, плотных бумажных мешках), желательно в сухом и теплом месте и не на полу. Это препятствует его отсыреванию.
Длительное хранение гипса даже в хорошо укупоренной таре и без доступа влаги делает его непригодным, так как гипс слеживается в комки, а иногда вовсе не схватывается. Объясняется это тем, что полугидрат является нестойким соединением и между его частицами происходит перераспределение воды, в результате чего образуется более устойчивое соединение — двугидрат и ангидрид:
2(CaSO4)2·H2O -> CaSO4·2H2O + 3CaSO4
Гипс, особенно сверхтвердых сортов, применяется как вспомогательный формовочный материал, а в основном — как моделировочный материал для получения моделей челюстей (см. табл. 5).
Известно множество разновидностей гипса, выпускаемого для нужд ортопедической стоматологии. В соответствии с требованиями Международного стандарта (ISO) по степени твердости выделяют 5 классов гипса (см. табл. 4):
I - мягкий, используется для получения оттисков (окклюзионных оттисков);
II - обычный, используется для наложения гипсовых повязок в общей хирургии (данный тип гипса в литературе иногда обозначается термином «медицинский гипс»), например, Галипластер, в состав которого входит α-полугидрат сульфата кальция;
III - твердый, используется для изготовления диагностических и рабочих моделей челюстей в технологии съемных зубных протезов, например, Пластон-L, Гипсогал, в состав которого входит α-полугидрат сульфата кальция;
IV - сверхтвердый, используется для получения разборных моделей челюстей, например, Фуджирок-ЕР, Галигранит, в состав которого входит α-полугидрат сульфата кальция;
V - особотвердый, с добавлением синтетических компонентов. Данный вид гипса обладает увеличенной поверхностной прочностью. Для замешивания требуется высокая точность соотношения порошка и воды. Так, например, Дуралит-S, DENFLO-HX (рис.8.2.1.) — материал на основе синтетического α-полугидрата сульфата кальция — характеризуется очень низким расширением при затвердевании, что обеспечивает получение точных рабочих моделей.
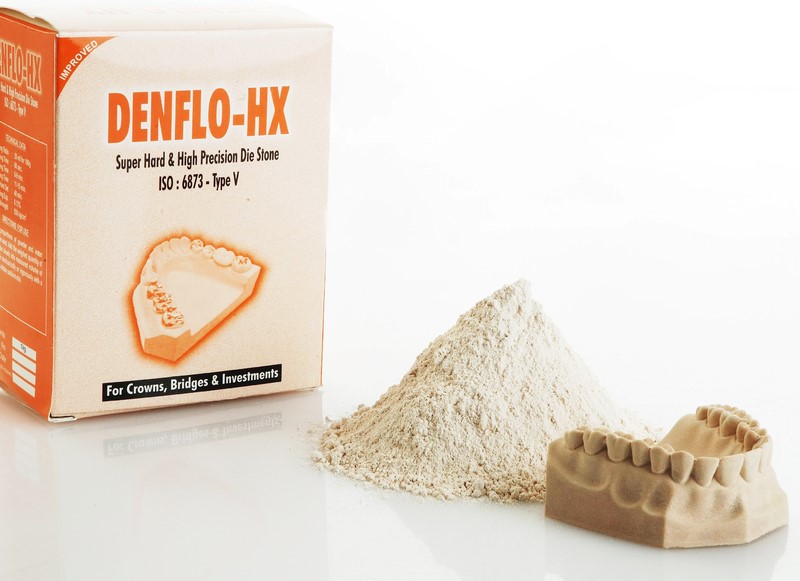
Рис.8.2.1.Особотвёрдый гипс (V class) DENFLO-HX
Высокая текучесть обеспечивает хорошую способность заполнения формы, а также высокое сопротивление на сжатие и твердость. Соотношение порошка и воды при замешивании равно 100:19-21. Время схватывания составляет 7-10 мин; расширение после схватывания <0,12%; прочность на сжатие >50 Н/мм2; твердость по Бринеллю (см. с. 51) >15 МПа.
Сверхтвердые гипсы (α-полугидраты) — Супергипс (Россия), Бегодур, Бегостоун, Херастоун-М, Вел-Микс Стоун и Супра Стоун (Германия) - имеют время затвердевания 8—10 мин, при этом, расширение во время затвердевания не превышает 0,07—0,09%, прочность при давлении через 1 ч после затвердевания составляет 30 Н/мм2, через 1 сут. — 35—60 Н/мм2. Прочность некоторых сортов гипса ряда фирм представлена для сравнения в таблицах 3, 4, 5, 8.
Указанные материалы применяются при изготовлении разборных, комбинированных с обычным гипсом моделей челюстей (рис. 8.2). Соотношение порошка и воды при замешивании составляет 100 г на 22—24 мл воды.

Рис.8.2.2.Разборная гипсовая модель челюсти.
Получение гипсовых моделей челюстей. Оттиск после промывки под струей воды комнатной температуры должен быть дезинфицирован одним из известных способов. Для снятия внутренних напряжений в оттискном материале и улучшения смачиваемости (текучести гипса) поверхность оттиска обрабатывают (путем погружения, нанесения кисточкой или в виде аэрозоля) специальной жидкостью для снятия поверхностного натяжения (например, Хера-СВЕ; Фиксакрил и др.).
Замешивание порошка гипса и воды (из расчета 100 г порошка на 22—24 мл воды) проводят одним из способов:
─ ручным. Для этого в резиновую чашку к заранее налитому количеству воды небольшими порциями добавляют гипс I—III класса (по ISO) и с помощью шпателя его замешивают до однородной сметанообразной консистенции. При этом, чем энергичнее будет замешиваться смесь, тем полнее станет контакт между гипсом и водой и, следовательно, тем быстрее произойдет схватывание (среднее время схватывания составляет 7—10 мин);
─ с использованием вакуумных смесителей, работающих, как правило, в автоматическом режиме в заданном врачом интервале времени (рис. 8.3). В качестве жидкости при замешивании особо твердых гипсов (IV—V класс по ISO) кроме воды может быть использована специальная жидкость, применение которой обеспечивает равномерное распределение порошка и схватывание гипса. Склонность к образованию пор на поверхностях гипса при контакте с водой, в случаях применения этой жидкости, сведена к минимуму. Получаемая гипсовая модель при этом отличается высокой гомогенной плотностью, прочностью и точностью воспроизведения оригинала.
Замешенный до консистенции сметаны гипс хорошо заполняет форму и дает четкие ее отпечатки. Заполнение оттиска предполагает порционное внесение гипса с помощью шпателя (ручной вариант) или непосредственно в оттиск через выпускное сопло вакуумного смесителя (механизированный или аппаратный вариант). Для исключения пористости и раковин в гипсовой модели заполнение оттиска гипсом сопровождается его потряхиванием и поколачиванием, но наиболее оправданным вариантом является использование специальных устройств — вибростоликов. После заполнения отпечатков зубов гипс с некоторым избытком размещают над поверхностью оттискного материала и приступают к формированию цоколя модели:

Рис.8.3.Вакуумный смеситель.
- с помощью шпателя. Для этого гипс холмиком накладывают на гладкую ровную поверхность стола и опрокидывают на него оттиск, заполненный гипсом таким образом, чтобы высота цоколя составляла 1,5—2,0 см, а дно оттискной ложки при этом было параллельно поверхности стола. Излишки гипса по периметру оттиска и оттискной ложки удаляют шпателем. При этом угол граней цоколя гипсовой модели челюсти с поверхностью стола составляет 90°;
- с использованием стандартной резиновой пустотелой формы (колоты) для цоколя, в которую, после ее заливки гипсом, помещают заполненный гипсом оттиск;
- с использованием элементов артикуляционных цоколей, входящих в комплект большинства современных артикуляторов.
После кристаллизации гипса проводят удаление оттискной ложки и оттискного материала с модели. При этом:
- в случае применения эластических оттискных материалов — последовательно, с использованием инструментов (шпателя, скальпеля, пинцета и др.), удаляют оттискную ложку, а в последующем и оттискной материал, разрезая его на фрагменты;
- в случае использования термопластических материалов - требуется предварительный нагрев оттискного материала теплой водой. При этом, как правило, ложка удаляется вместе с оттискным материалом.
Механическую обработку цоколя гипсовой модели челюсти проводят с помощью режущих инструментов (гипсовый нож) и специальных приборов (обрезной станок) до придания ему равномерной толщины и параллельности боковых граней за счет удаления излишков гипса.
Синтетические особотвердые гипсы, например, Херарок, Молдасинт (Германия), характеризуются коэффициентом расширения, равным примерно 0,1% через 2 ч после замешивания. При этом сопротивление сжатию достигает уровня 48 Н/мм2. Порошки супертвердых гипсов строго дозируются с водой и замешиваются в вакуумных смесителях.
Для замешивания особотвердых синтетических гипсов рекомендуется использовать специальную жидкость — Гипс-Бриллиант-ликвид. Благодаря применению этой жидкости происходит равномерное распределение порошка в жидкости и схватывание гипса. Получаемая гипсовая модель при этом отличается высокой гомогенной плотностью, прочностью и точностью воспроизведения оригинала.
Склонность к образованию пор на поверхностях гипса при контакте с водой в случаях применения этой жидкости сведена к минимуму. Жидкость поставляется во флаконах емкостью 1 л в виде концентрата и разбавляется 19 л дистиллированной воды, что составляет общий вес 20 л.
Существуют электронные гипсовые смесители, полностью работающие в автоматическом режиме. Резервуар для гипса имеет объем 25—30 кг. Замешивание происходит в вакууме, имеется возможность выбора времени. После замешивания внутренние поверхности прибора автоматически очищаются. При необходимости можно подогревать воду.
Вакуумный смеситель Моттава-СЛ с помощью сильного мотора обеспечивает интенсивное перемешивание материала и выдает до 98% перемешиваемой массы. В приборе использованы два мотора: один служит в качестве привода перемешивающего устройства, другой приводит в движение вакуумный насос. Емкость для перемешивания изготовлена из твердой резины и позволяет легко производить очистку. После завершения программ перемешивания магнитный вентиль автоматически отключает вакуумный насос.
В Германии выпускается вакуумный замешивающий прибор CL-VMR-W для формовочной массы и гипса, который позволяет получить материал, свободный от воздушных пузырей. После установки времени замешивания (максимально — 90 с) процесс протекает автоматически. Формы заполняются гипсом на вибростоликах (Вибромистер, Вибробой, Вибробеби, КВ-16, КВ-36, КВ-56). Это исключает появление пор и раковин в модели.
8.2.ПОЛИМЕРНЫЕ МАТЕРИАЛЫ ДЛЯ МОДЕЛЕЙ
Из полимерных материалов в качестве материала для моделей в стоматологии используются полиуретан, эпоксидная смола и силикон. Подробно рассмотрим два материала – полиуретан и силикон. Силикон используется только при работе с композитами, кроме того его использование невозможно при работе с силиконовыми оттисками, так как модель химически соединяется с оттиском. Полиуретан используется для изготовления как обычных моделей методом литья, так и методом фрезерования моделей и 3D печати.
8.2.1.Полиуретан
Несмотря на широкое распространение гипса как материала для моделей, он обладает большим количеством недостатков, главная из которых – маленькая прочность и твёрдость, приводящая к истиранию поверхности модели и искажению протезного ложа. Поэтому в настоящее время наряду с гипсом начали использовать специальные полиуретановые композиции (Exakto-Form «Bredent»; AlphaDie MF «Schutz Dental»; Polyhard Q) и эпоксидные смолы (Metallеpox) для изготовления моделей челюстей. Полиуретановые модели обладают высокой прочностью и минимальной усадкой, не подвержены истиранию. Способ применения прост, в отличие от гипса не нужно соблюдать строгое соотношение воды и гипса. Они поставляются в виде катализатора и базы равного количества, которые при перемешивании начинают твердеть.
Exakto-Form (Bredent) - двухкомпонентная сверхпрочная пластмасса, пяти разных цветов, на основе полиуретана, для изготовления моделей челюстей, обеспечивающая точное соответствие формы и наивысшую стабильность кромок (рис.8.4.).
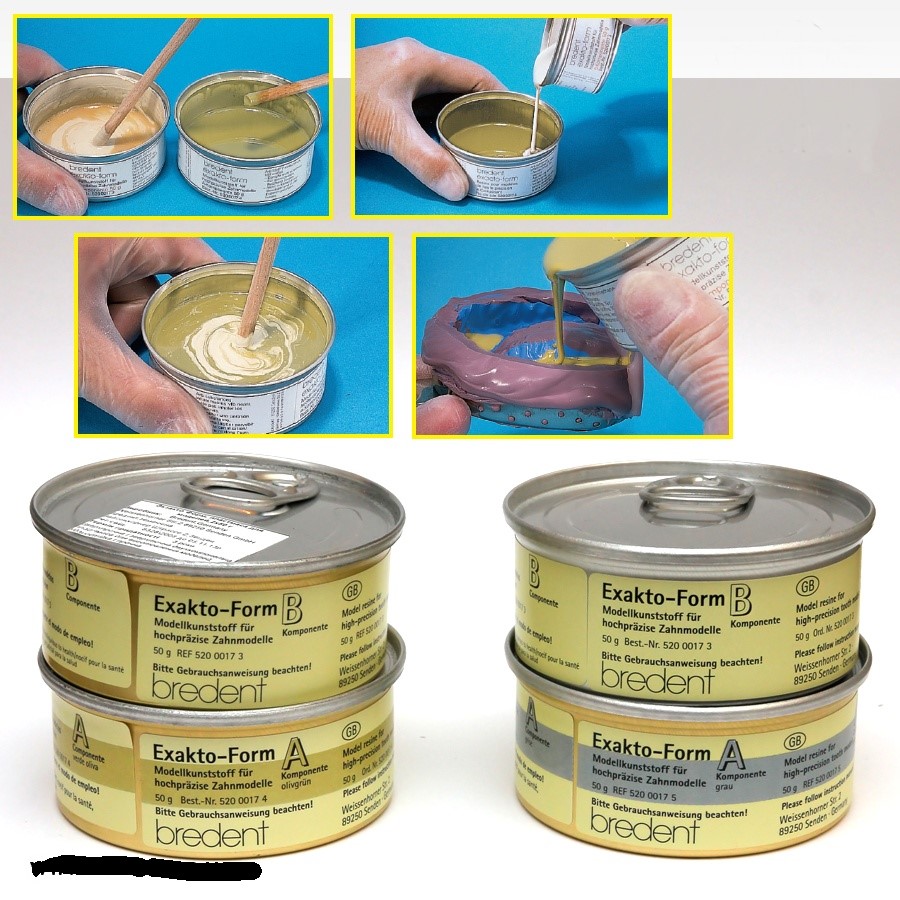
Рис.8.4.Exakto-Form
Преимущества:
- Консистенция, обеспечивающая нанесение очень тонким слоем, позволит легко и без образования пор выполнять отливку ваших слепков.
- Точное воспроизведение поверхности в соответствии с оригиналом и абсолютная стабильность формы, а также не имеющая себе равных высокая точность посадки без какого-либо расширения – отличительная черта этой, требующей меньших затрат пластмассы.
Форма поставки
Поставляется в банках по 50 г компонент А и В.
При использовании необходимо строго соблюдать меры предосторожности.
Перед тем, как открыть банки, хорошо встряхнуть содержимое. Рывком открыть крышки обоих компонентов. Каждый раз перед использованием тщательно промешать осевшие компоненты А + В до получения однородной жидкости. Вылить содержимое банки компонента B в банку компонента А (соотношение компонентов смеси 1:1). Хорошо замешать оба компонента в течение 30 сек. Рабочее время 2-3 минуты, схватывание после 30 минут. Макс. полное отверждение 1,5 часа.
Недостатком данного полиуретанового материала для моделей является высокая стоимость и малый срок хранения открытых банок с материалом из-за самоотверждения компонента В.
Другим недостатком является соединение с оттискными материалами на основе полиэфира. Для устранения данного недостатка необходимо наносить на оттиск микродисперсную изолирующую жидкость Экзакто–Форм.
Если требуется небольшое количество материала, шприцом набирается нужное количество, а затем замешивается, а оставшиеся банки плотно закрываются.
Меры предосторожности:
Наличие соответствующей защитной одежды, перчаток, очков, защиты для лица
При попадании на кожу немедленно промыть большим количеством воды и мыла. При попадании в глаза немедленно промыть большим количеством воды и проконсультироваться с врачом. Не вдыхать пары – обеспечить достаточную вентиляцию. При несчастном случае или недомогании немедленно обратиться к врачу (при возможности показать этикетку). Не допускать попадания в руки детей. Не спускать в канализацию, воды, в почву. Избегать открытого огня.
Alphadie MF (Schütz Dental) - полиуретановый, формовочный материал для литья моделей и культей (рис.8.5.). Точно повторяет детали, крепкий даже в тонких участках, чрезвычайно твердый, устойчив к откалыванию и расширению. Очень низкая усадка всего 0.06 %. Специальные добавки препятствует росту грибков и бактерий полости рта, перенесенных из полости рта с оттиском или протезом.
Набор: базовый материал 2 x 100 мл, отвердитель 1 x 100 мл, наполнитель 400 г, деревянные шпатели и 3 измерительных сосуда.

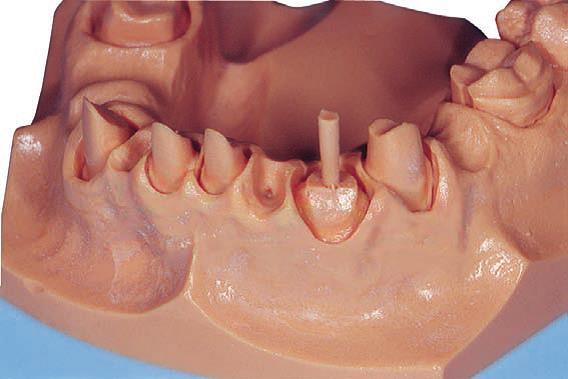
Рис.8.5. Набор Alphadie MF (Schütz Dental)(а) и полиуретановая модель (б).
Polyhard Q - термостойкая пластмасса, предназначенная для изготовления моделей челюстей (рис.8.6.). Удобно смешивается в пропорции 100А:100В (по объему) и обладает низкой вязкостью, что значительно облегчает процесс смешивания и заливки. После полной полимеризации имеет твёрдость 80 по Шору D. Обладает хорошими физическими и эксплуатационными свойствами.
Пригоден для ручного и механического смешивания. Вакуумная дегазация не требуется.
Измерение и смешивание. Материалы должны храниться и использоваться при комнатной температуре (23°С) в хорошо проветриваемом помещении. Взболтайте перед вскрытием фабричной упаковки компоненты А и В. После вскрытия упаковки отмеренное количество компонентов А и В (по весу или объему согласно таблице) необходимо поместить в контейнер для смешивания. Смешайте тщательно и осторожно. Убедитесь, что вы хорошо промешали смесь по стенкам контейнера и по его дну во избежание неоднородности массы. Будьте осторожны! Избегайте брызг, возможных из-за низкой вязкости смеси.
Важно. Время жизни неиспользованного продукта резко уменьшается после открытия упаковки. Оставшийся продукт должен быть использован как можно быстрее. Инструменты и контейнеры для смешивания должны быть чистыми и сделаны из металла, стекла или пластика.
Заливка. Для получения наилучшего результата, приготовленную вами смесь необходимо заливать в одну точку непрерывной струёй, чтобы предоставить смеси возможность самой максимально равномерно заполнить Polyhard Q (А+В)


Рис.8.6.Модели челюстей из термостойкой пластмассы Polyhard Q
8.2.2.Силикон
Для изготовления силиконовых моделей используется преимущественной А-силикон, так как он даёт меньшую усадку и обладает лучшими физико-механическими свойствами по сравнению с С-силиконом.
Силикон для моделей Мач-2
Используется для получения силиконовых моделей при изготовлении композиционных вкладок, накладок, виниров, полукоронок и т.д.

Рис.8.7.Силиконовые материал для моделей МАЧ-2
Преимущества:
Качественные модели менее, чем за 6 минут.
Высокая текучесть, подробное воспроизведение мельчайших деталей.
Автоматический смеситель позволяет сразу вводить материал в оттиск.
Высокая твёрдость материала (90 по Шору), но при этом умеренная гибкость, позволяющая легко извлекать композитные модели.
Идеально подходит для изготовления вкладок, накладок, виниров или временных коронок из композитов.
Взять модели из каменного века с Mach2 умереть силикона. Это дает вам превосходный штампы в нескольких минутах непрямые композитные вкладки, замещающих протез, ремонт, и быстро смолы виниры или временным.
С помощью обычного пистолета силикон Mach-2 непосредственно вносится в альгинатный, полиэфирный или гидроколлоидный оттиск через автоматический смеситель. Mach-2 обладает высокой текучестью, благодаря чему она без пор заполняет оттиск. После полимеризации основание модели моделируется с помощью сверхбыстрого силикона Blu-Mousse. Через две минуты после этого вы можете отделить готовую модель от оттиска.

Рис.8.8.Тиксотропичная силиконовая масса Blu-Mousse и Green-Mousse.
Mach-2 в отличие от гипса не трескается, не ломается и не истирается. Модель легко обрезается острым скальпелем или бритвой. Нет необходимости в использовании боров и соответственно не образуется пыль при обработке модели.
Силикон Mach-2 непрозрачный и обладает высокой степенью отражения света. Во время фотополимеризации, когда направляется свет на окклюзионную поверхность вкладки, свет проходя через толщу композита отражается от силиконовой модели и способствует полимеризации со всех направлений.
При необходимости, для улучшения прочностных качеств композита, силиконовую модель вместе с композиционной реставрацией можно нагреть в печи до температуры 121°C в течение 10 минут.
Таблицы
Таблица 3
Основные физические свойства гипса
(по М. Piynanelli, 1974)
|
Физические свойства |
β-гипс |
α-гипс |
α-гипс модифицированный |
|
Соотношение воды/порошка |
0,50 |
0,32—0,35 |
0,22—0,24 |
|
Расширение при кристаллизации |
0,3—0,5 |
0,1-0,2 |
0,06-0,1 |
|
Твердость по Роквеллу, МПа |
20 |
80 |
90 |
|
Сопротивление сжатию влажного гипса, кг/см2 |
85 |
210 |
320 |
|
Сопротивление сжатию сухого гипса, кг/см2 |
280 |
560-630 |
700-770 |
Таблица 4
Физические характеристики различных типов гипса
(по данным фирмы «Вип Микс», США)
|
Торговая марка гипса |
Тип гипса |
Цвет |
Соотношение воды и гипса (мл/г) |
Рабочее время, мин |
Коэффициент расширения,% |
Сопротивление сжатию (кг/см2) |
|
|
влажного гипса |
сухого гипса |
||||||
|
Прайме-Рок |
V |
фиолетовый, желтый |
20:100 |
7 |
0,13 |
635 |
1200 |
|
Резин Рок |
V |
серый, голубой, персиковый |
20:100 |
7 |
0,08 |
7000 psi (48 МПа) |
11000 psi (76 МПа) |
|
Джайд Стоун |
V |
зеленый, синий |
22:100 |
4-6 |
0,13 |
530 |
985 |
|
Силки-Рок |
IV |
фиолетовый, белый, желтый |
23:100 |
3-6 |
0,09 |
442 |
915 |
|
Дай-Рок |
IV |
канареечно нефритовый, розовый |
23:100 |
3-5 |
0,10 |
390 |
850 |
|
Супер-Дай |
III |
желтый |
23:100 |
1-2 |
0,08 |
390 |
850 |
|
Микростоун |
III |
золотой, белый |
28:100 |
3-6 |
0,12 |
320 |
600 |
|
Квикстоун |
III |
зеленый, синий, бежевый, розовый |
28:100 |
3-5 |
0,12 |
280 |
560 |
|
Ортодонтический гипс |
II |
белый |
37:100 |
7-8 |
0,20 |
250 |
460 |
|
Лабораторный гипс |
II |
белый |
45:100 |
2-4 |
0,20 |
105 |
232 |
|
Ортодонтический гипс |
I |
белый |
28:100 |
4-6 |
0,09 |
320 |
600 |
|
Кюветный гипс |
I |
бежевый |
35:100 |
4-5 |
0,30 |
210 |
425 |
|
Моментальный гипс |
I |
розовый |
24:100 |
1-1,5 |
0,15 |
420 |
985 |
|
Установочный гипс |
I |
белый, синий |
28:100 |
1 |
0,08 |
322 |
600 |
|
Окклюзионный гипс |
I |
белый |
32:100 |
1 |
0,15 |
230 |
500 |
|
Установочный гипс-2 |
I |
белый |
62:100 |
1 |
0,09 |
45 |
126 |
Таблица 5
Физические характеристики некоторых сортов гипса
(по данным фирмы «Хереус Кульцер», Германия)
|
Торговая марка гипса |
Тип гипса |
Соотношение воды и гипса (мл/г) |
Время |
Коэффициент расширения через 2 ч, % |
Сопротивление сжатию через 1 ч, МПа (Р/мм2) |
||
|
замешивания в вакуумном смесителе, с |
получения гипсовой модели, мин |
твердения гипсовой модели, мин |
|||||
|
Окта-Фикс |
II |
100:29 |
30 |
3-4 |
|
0,03 |
18 |
|
Окта-Бастер |
II |
100:50 |
30 |
4-10 |
30 |
0,14 |
8 |
|
Окта-KFO |
III |
100:35 |
30 |
5-12 |
45 |
0,20 |
23 |
|
Окта-Мол |
III |
100:30 |
30 |
4-7 |
30 |
0,16 |
30 |
|
Окта-Дур |
III |
100:30 |
30 |
6-12 |
45 |
0,09 |
32 |
|
Окта-Флоу |
III |
100:25 |
30 |
4-9 |
30 |
0,09 |
45 |
|
Окта-Бэйз |
III |
100:26 |
30 |
4-8 |
30 |
0,09 |
45 |
|
Окта-Стоун НФ |
IV |
100:21 |
30-45 |
7-10 |
45 |
0,08 |
54 |
|
Окта-Стоун |
IV |
100:21 |
45 |
5-12 |
45 |
0,08 |
55 |
|
Окта-Стоун М |
IV |
100:22 |
30-45 |
6-11 |
45 |
0,08 |
53 |
|
Окта-Ре |
IV |
100:21 |
30-45 |
7-14 |
45 |
0,08 |
54 |
|
Окта-Рок |
IV |
100:21 |
30-45 |
10-11 |
45 |
0,08 |
54 |
Примечание: упаковка гипса II и III типа (25 кг) рассчитана для получения 165 моделей челюстей, а упаковка IV типа (20 кг) — 132 моделей челюстей. Гипс марок Окта-Флоу и Окта-Бэйз применяют для получения цоколя разборных и неразборных комбинированных гипсовых моделей челюстей с гипсом IV типа.
Таблица 8
Прочность некоторых сортов гипса
|
Торговая марка |
Фирма-производитель |
Цвет гипса |
Прочность, Н/мм2 |
|
Обычный гипс |
|
|
12 |
|
Гилупластер |
Гилун |
белый |
|
|
Молдабастер S |
Байер |
белый |
9 |
|
Твердый гипс |
|
|
30 |
|
Гилудур |
Гилун |
синий |
|
|
Мольдано |
Байер |
синий |
20 |
|
Гилдент |
Гилун |
светло-коричневый |
60 |
|
Гилпласт |
Гилун |
абрикосовый |
60 |
|
Гилстоун |
Гилун |
коричневый |
50 |
|
Мольдастоун |
Байер |
коричневый |
35 |