Технология изготовления штампованных коронок
Лабораторные этапы изготовления штампованных коронок можно разделить на несколько этапов.
1.Отливка модели из гипса и подготовка её к работе.
2.Моделирование штампа и вырезание его из модели
3.Отливка двух штампов из легкоплавкого сплава и их обработка
4.Подбор гильзы и её отжиг, предварительное обрезание
5.Предварительная штамповка на пуасонах наковальни, штампе и свинцовом блине
6.Окончательная штамповка на втором штампе и в аппарате Пакерсона или аналогичном аппарате.
7.Окончательное обрезание, шлифование и полирование коронок.
После того, как техник получает оттиск, он отливает модель из гипса второго класса. Гипс второго класса используется, так как в будущем технику придётся распилить модель и вырезать штампики, если модель отлить из гипса третьего или четвёртого класса, то процесс вырезания штампиков из модели усложнится и, кроме того, себестоимость штампованной коронки увеличится, так как супергипс в несколько раз дороже обычного гипса. После того как отлили модель, её извлекаем из оттиска, обрезаем цоколь модели. Производим гравировку шейки отпрепарированных зубов. Гравировка необходима из-за того, что для изготовления штампованных коронок получают оттиск альгинатной массой, которая не может проснять зубодесневой желобок. Использование силиконовой или полиэфирной массы экономически не обосновано, так как технологию штампованных коронок используют с целью финансовой экономии. Гравировка шейки зуба заключается в зачистке зубодесневого желобка и углублении в него на 0,5-1 мм. После этого, если модели сопоставляются, начинаем моделировать коронковую часть штампиков. Если модели не сопоставляются, т.е. нет достаточного количества точек контактов между зубами антагонистами и модель балансирует т.е. качается, необходимо модели загипсовать в окклюдатор. Для гипсовки в окклюдатор используются прикусные блоки. Мы не будем останавливаться на технологии гипсовки моделей в окклюдатор и перейдём непосредственно к моделированию штампов. После гравировки шейки, необходимо начертить границу шейки, так как после вырезания штампика мы потеряем её ориентир. Для этой цели используют остро наточенный химический карандаш, мы рекомендуем для этой цели использовать спиртовые маркеры с тонким стержнем. Так как маркер впитывается в гипс и не смывается, а край клинической коронки, после вырезания штампика, становится очень чётким.
Моделировку штампов лучше производить твёрдыми сортами воска, так как во время вырезания штампиков можно деформировать коронковую часть, если она будет отмоделирована мягкими сортами воска.
Чтоб воск хорошо соединился с моделью, перед моделировкой необходимо высушить модель, ускорить этот процесс можно поместив модель на плиту или в микроволновую печь.
Первая порция воска должна быть кипящей для того, чтоб впитавшись в модель соединиться с ней и хорошо соединить последующие порции воска.
Конечной целью, моделирования отпрепарированного зуба, является восстановление коронковой части минус 0,2 мм со всех поверхностей, если будет штамповаться коронка из нержавеющей стали. Если штампованная коронка будет из золота, то моделируя восстанавливаем объём зуба минус 0,28-0,3 мм. Это пространство займёт будущая штампованная коронка, тем самым полностью восстановив коронковую часть зуба. Если у вас возникают сложности с моделировкой, то можно полностью восстановить анатомическую форму зуба, а затем на 0,2 мм (или 0,3 мм если изготавливается золотая штампованная коронка) срезать слой со всех поверхностей зуба.
После того, как закончили моделировать коронковую часть зуба, необходимо нарисовать ось зуба с вестибулярной стороны, и параллельно этой оси начертить две линии справа и слева, затем лобзиком делаются, по этим линиям, 2 распила для каждого штампа. После того как выпиливается блок, снова рисуется ось зуба, но уже на апроксимальной поверхности. Параллельно рисуются две линии распила и также распиливаются лобзиком. После этого необходимо намочить штампики и гипсовым ножом аккуратно закруглить тело штампика, превратив его в продолжение шейки.
Далее отступя на 1,5-2 мм, от начерченной нами шейки, гравируем циркулярную бороздку на штампике. После этого гипсовый штампик опускаем в мыльный раствор для подготовки к гипсовке в блок. Блок наполняем гипсом и строго перпендикулярно в него опускаем штампик коронкой частью вниз (рис. 3).
После затвердевания гипса из блока извлекаем гипсовый штампик. Для этого делаются 2 продольных распила на блоке, устанавливается нож в один из распилов и аккуратно постукивают молотком до раскрытия блока. Гипсовый штампик остаётся в одной из половинок гипсового блока. Извлекается гипсовый штампик из половинки с помощью шпателя или гипсового ножа. Если не получается извлечь штампик из блока, можно разрезать половинку блока на две части и спокойно извлечь его.
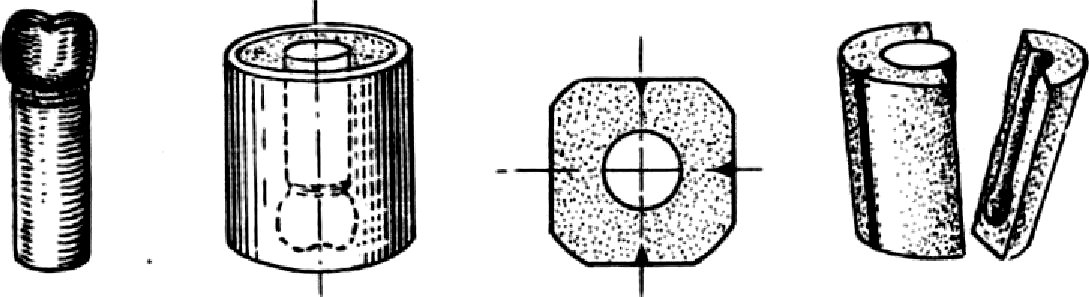
Рис.3 Процесс изготовления гипсового блока
Сопоставляются половинки гипсового блока. Расплавляется легкоплавкий сплав и заливается в гипсовый блок (рис. 4). После остывания извлекается штамп из легкоплавкого сплава и процедура повторяется.
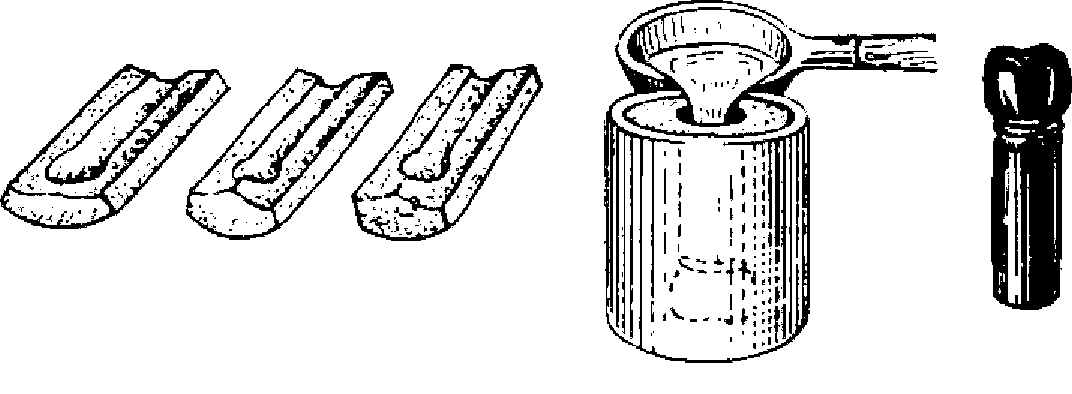
Рис.4 Сопоставление частей гипсового блока и отливка штампа из легкоплавкого сплава.
Удаляется облой напильником, скальпелем, ножницами или фрезой и переходят к подбору гильзы. Если она шире, то производят протягивание, т.е. уменьшение диаметра гильзы в аппарате Самсона. Окружность гильзы должна быть равна окружности штампика в области экватора (рис. 5). Из-за того, что форма зуба не всегда круглая необходимо приплюснуть гильзу, чтоб получить похожую форму и затем примерить её.
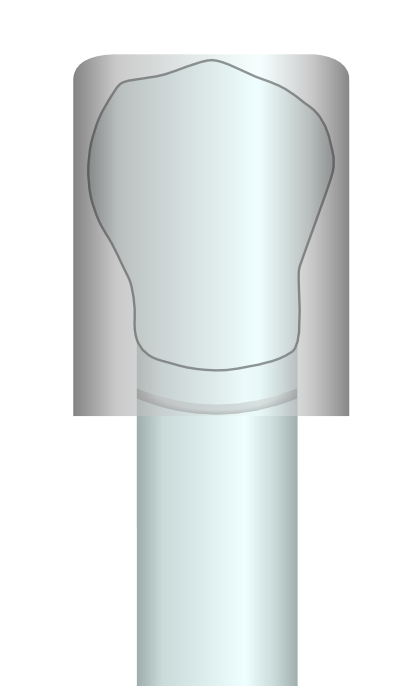
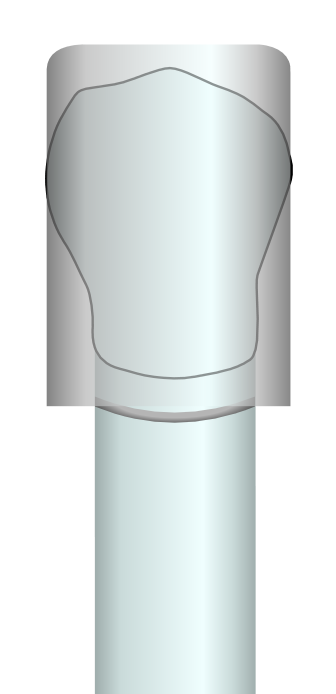
Рис.5 Подбор гильзы
а. гильза до припасовки
б. гильза после припасовки
Производится отжиг гильзы при максимальной температуре, близкой к температуре плавления металла, из которого изготовлена гильза. Если недостаточно прогреть гильзу, то сложно будет штамповать, так как металл не станет мягким и податливым. Если перегреть гильзу, то она сгорит или оплавится. После отжига, гильзу сразу не извлекаем, а ждём пока она сама постепенно остынет.
После остывания гильзы приблизительно отмечаем границы будущей коронки, сравнивая гильзу с легкоплавким штампом. Обрезаем гильзу по намеченным границам. Разбиваем края гильзы, чтоб выровнять заусенцы и расширить края гильзы. Это нам позволит в будущем вбить штампик в гильзу не срезав слой легкоплавкого сплава. Проводим предварительное штампование на пуасонах наковальни. Предварительная штампование состоит из ковки и штамповки. Суть процесса ковки заключается в том, чтоб все выпуклые полые части вколотить и максимально уподобить форме штампа (рис. 6).
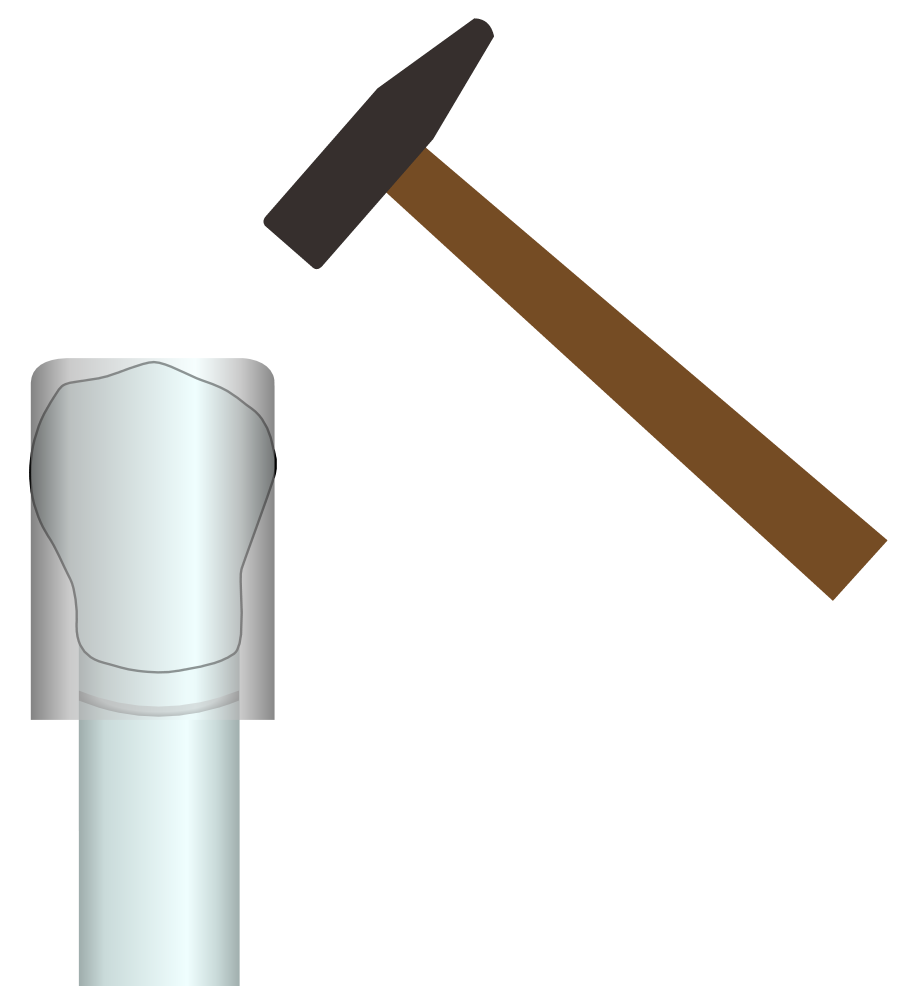
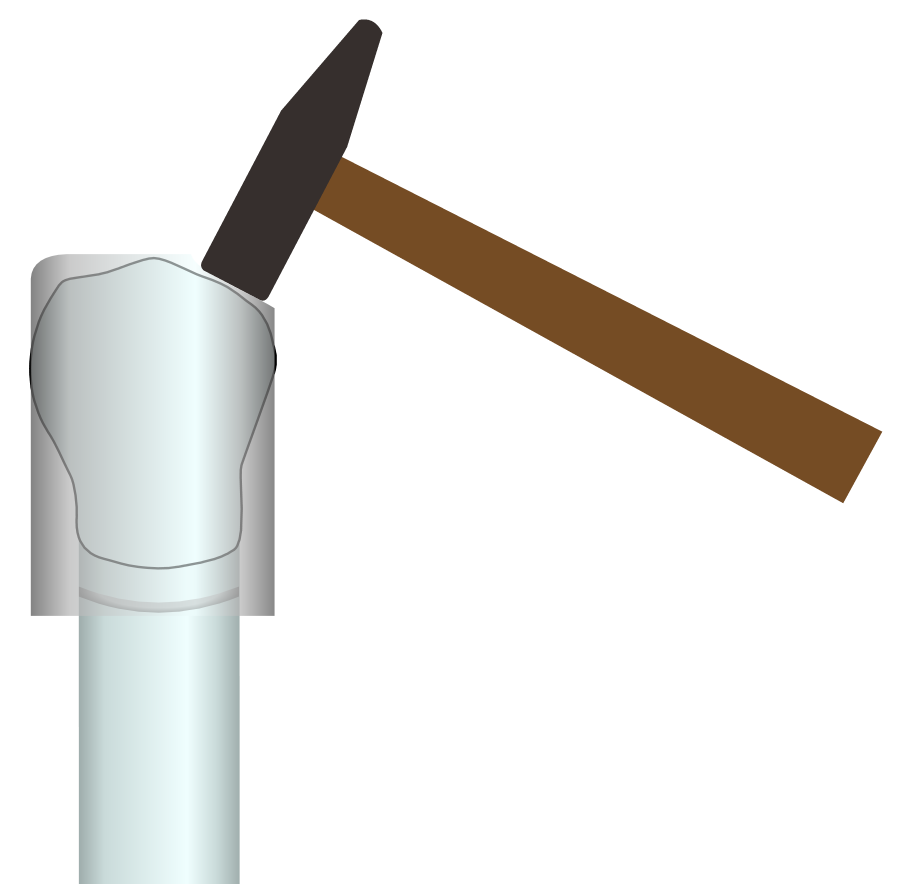
Рис.6 Процесс ковки гильзы
Далее легкоплавким штампом в свинцовом блине выбиваем углубление равное 1/3-1/4 высоты коронковой части, тем самым создавая контрштамп (рис. 7). Одеваем гильзу на легкоплавкий штамп, устанавливаем гильзу со штампом в контрштамп и вбиваем штамп.
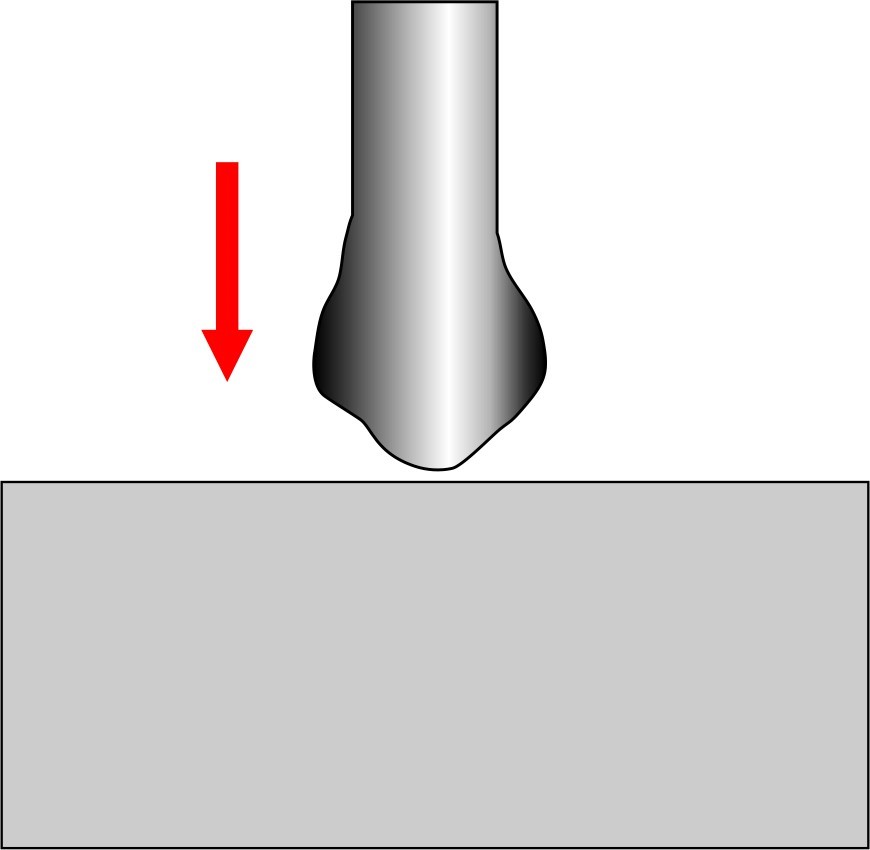
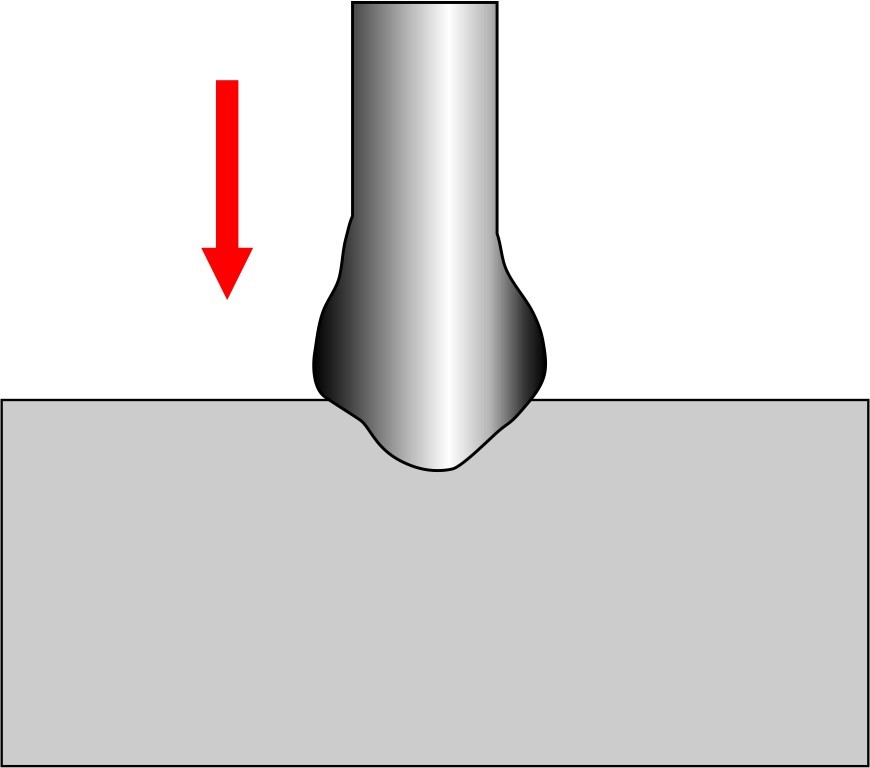
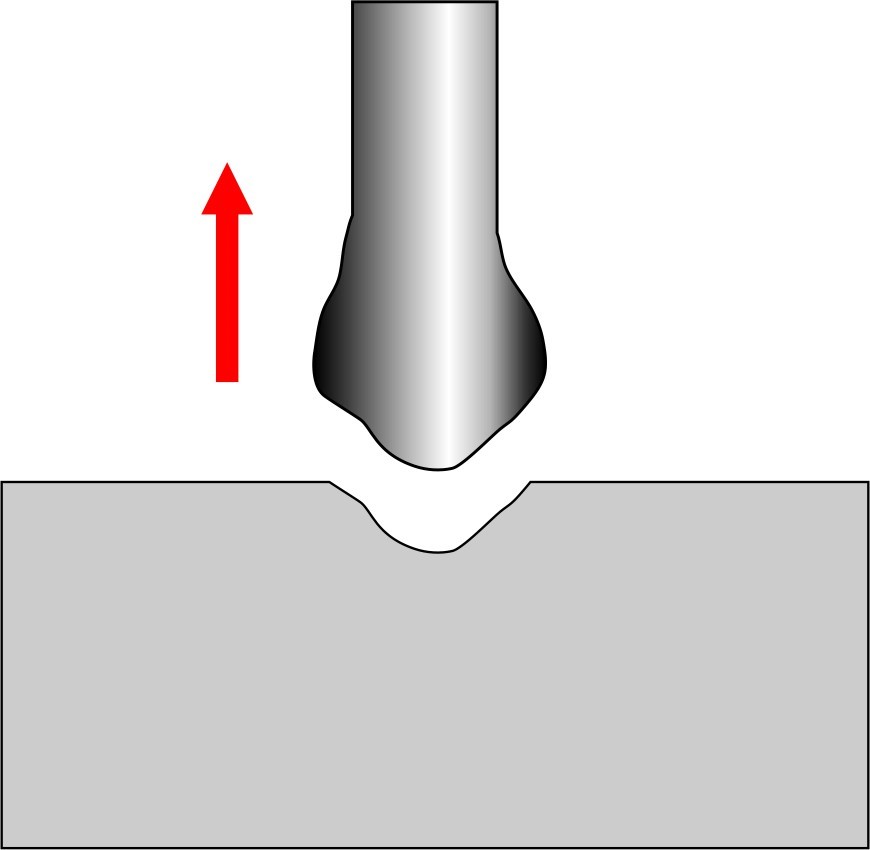
Рис.7 Формирование свинцового контрштампа
Гильза, сминаясь между штампом и контрштампом (свинцовым блином), приобретает форму первого. Обстукиваем гильзу в области шейки, для лучшего прилегания. Так как обычно штамп имеет экватор, после всех этих манипуляций невозможно извлечь штамп из гильзы, поэтому разогревается гильза, легкоплавкий штамп плавится и выходит из неё. Из-за того, что во время предварительной штамповки возникает напряжение в кристаллической решётке металла необходимо провести повторный отжиг гильзы. Второй легкоплавкий штамп также вбиваем в блин на ¼-1/3 высоты коронки, одеваем гильзу на штамп, устанавливаем в углубление, сделанное в свинцовом блине, и вбиваем штамп до упора. Обматываем переход гильзы в штамп узкой полоской лейкопластыря. Эта процедура необходима для того, чтоб мольдин или другой аналогичный материал, который является контрштампом в аппарате для штампования, не оказался между коронкой и штампом, не дав отштамповаться коронке. Помещаем штамп с гильзой в аппарат Пакерсона или другой аналогичный, производим окончательную штамповку. Далее в тексте мы будем вместо термина гильза употреблять термин коронка. Извлекаем коронку со штампом из аппарата. Отматываем лейкопластырь, разогреваем коронку до температуры плавления легкоплавкого сплава. После извлечения штампа вычищаем коронку от остатков легкоплавкого сплава. Нагреваем коронку до температуры близкой к плавлению и сразу опускаем в отбел, при включённой вытяжке, тем самым преследуя две цели: отбеливание и закалку. Если коронка не полностью отбелилась, то разогреваем отбел с коронкой до кипения и держим в течение минуты под вытяжкой. После этого пинцетом извлекаем коронку из отбела, опускаем в ёмкость с водой, для смывания отбела. Отбел сливаем в специальную ёмкость для отходов кислоты. Коронку моем под краном щёткой или пинцетом с ватой. Возможно применение моющего раствора.
Припасовываем коронку на штампик, обрезам её таким образом, чтоб она была длиннее клинической коронки, т.е. линии начерченной нами маркером на 0,5 мм.
При шлифовании и полировании коронки стараемся снять минимальный слой металла, чтоб не утончить её. Шлифование и полирование коронки проводим на шлифмоторе при 3000 об/мин. Шлифование проводим резиновыми кругами, полирование сначала 3-4 рядной щёткой с пастой ГОИ, затем пушком. После завершения полирования, коронка очищается, одевается на штампик, проверяется и отправляется в клинику.